ಇಂಡಕ್ಷನ್ ಹೀಟರ್ ಹೇಗೆ ಕೆಲಸ ಮಾಡುತ್ತದೆ ಮತ್ತು ಕೆಲಸ ಮಾಡುತ್ತದೆ
ಇಂಡಕ್ಷನ್ ಹೀಟರ್ನ ಕಾರ್ಯಾಚರಣೆಯ ತತ್ವವು ಅದರಲ್ಲಿ ಪ್ರೇರಿತವಾದ ಮುಚ್ಚಿದ ಎಡ್ಡಿ ಕರೆಂಟ್ ಮೂಲಕ ವಿದ್ಯುತ್ ವಾಹಕ ಲೋಹದ ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಬಿಸಿಮಾಡುವುದನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ.
ಎಡ್ಡಿ ಪ್ರವಾಹಗಳು ಈ ತಂತಿಗಳು ಪರ್ಯಾಯ ಕಾಂತೀಯ ಕ್ಷೇತ್ರದಿಂದ ತೂರಿಕೊಂಡಾಗ ವಿದ್ಯುತ್ಕಾಂತೀಯ ಪ್ರಚೋದನೆಯ ವಿದ್ಯಮಾನದಿಂದಾಗಿ ಘನ ತಂತಿಗಳಲ್ಲಿ ಉದ್ಭವಿಸುವ ಪ್ರವಾಹಗಳಾಗಿವೆ. ಈ ಪ್ರವಾಹಗಳನ್ನು ರಚಿಸಲು ಶಕ್ತಿಯನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ಶಾಖವಾಗಿ ಪರಿವರ್ತನೆಗೊಳ್ಳುತ್ತದೆ ಮತ್ತು ತಂತಿಗಳನ್ನು ಬಿಸಿ ಮಾಡುತ್ತದೆ.
ಈ ನಷ್ಟಗಳನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಮತ್ತು ತಾಪನವನ್ನು ತೊಡೆದುಹಾಕಲು, ಘನ ತಂತಿಗಳ ಬದಲಿಗೆ, ಲೇಯರ್ಡ್ ತಂತಿಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇದರಲ್ಲಿ ಪ್ರತ್ಯೇಕ ಪದರಗಳನ್ನು ನಿರೋಧನದಿಂದ ಬೇರ್ಪಡಿಸಲಾಗುತ್ತದೆ. ಈ ಪ್ರತ್ಯೇಕತೆಯು ದೊಡ್ಡ ಮುಚ್ಚಿದ ಎಡ್ಡಿ ಪ್ರವಾಹಗಳ ಸಂಭವವನ್ನು ತಡೆಯುತ್ತದೆ ಮತ್ತು ಅವುಗಳನ್ನು ನಿರ್ವಹಿಸಲು ಶಕ್ತಿಯ ನಷ್ಟವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. ಈ ಕಾರಣಗಳಿಗಾಗಿ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ಕೋರ್ಗಳು, ಜನರೇಟರ್ಗಳ ಆರ್ಮೇಚರ್ಗಳು ಇತ್ಯಾದಿಗಳನ್ನು ವಾರ್ನಿಷ್ ಪದರಗಳಿಂದ ಪರಸ್ಪರ ಬೇರ್ಪಡಿಸಲಾಗಿರುವ ತೆಳುವಾದ ಉಕ್ಕಿನ ಹಾಳೆಗಳಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ.
ಇಂಡಕ್ಷನ್ ಹೀಟರ್ನಲ್ಲಿನ ಇಂಡಕ್ಟರ್ ಒಂದು ಪರ್ಯಾಯ ವಿದ್ಯುತ್ ಸುರುಳಿಯಾಗಿದ್ದು, ಹೆಚ್ಚಿನ ಆವರ್ತನ ಪರ್ಯಾಯ ವಿದ್ಯುತ್ಕಾಂತೀಯ ಕ್ಷೇತ್ರವನ್ನು ರಚಿಸಲು ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ.
ಪರ್ಯಾಯ ಅಧಿಕ-ಆವರ್ತನದ ಕಾಂತೀಯ ಕ್ಷೇತ್ರವು ಪ್ರತಿಯಾಗಿ, ವಿದ್ಯುತ್ ವಾಹಕ ವಸ್ತುವಿನ ಮೇಲೆ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ, ಅದರಲ್ಲಿ ಹೆಚ್ಚಿನ ಸಾಂದ್ರತೆಯ ಮುಚ್ಚಿದ ಪ್ರವಾಹವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ ಮತ್ತು ಅದು ಕರಗುವ ತನಕ ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಬಿಸಿ ಮಾಡುತ್ತದೆ. ಈ ವಿದ್ಯಮಾನವು ದೀರ್ಘಕಾಲದವರೆಗೆ ತಿಳಿದುಬಂದಿದೆ ಮತ್ತು ವಿವರಿಸಿದ ಮೈಕೆಲ್ ಫ್ಯಾರಡೆಯ ಕಾಲದಿಂದಲೂ ವಿವರಿಸಲಾಗಿದೆ. ವಿದ್ಯುತ್ಕಾಂತೀಯ ಪ್ರಚೋದನೆಯ ವಿದ್ಯಮಾನ ಮತ್ತೆ 1931 ರಲ್ಲಿ
ಸಮಯ ಬದಲಾಗುವ ಕಾಂತೀಯ ಕ್ಷೇತ್ರವು ವಾಹಕದಲ್ಲಿ ಪರ್ಯಾಯ EMF ಅನ್ನು ಪ್ರೇರೇಪಿಸುತ್ತದೆ, ಅದು ಅದರ ಬಲದ ರೇಖೆಗಳೊಂದಿಗೆ ಛೇದಿಸುತ್ತದೆ. ಅಂತಹ ತಂತಿಯು ಸಾಮಾನ್ಯವಾಗಿ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ವಿಂಡಿಂಗ್, ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ಕೋರ್ ಅಥವಾ ಕೆಲವು ಲೋಹದ ಘನ ತುಂಡು ಆಗಿರಬಹುದು.
ಸುರುಳಿಯಲ್ಲಿ ಇಎಮ್ಎಫ್ ಪ್ರೇರಿತವಾಗಿದ್ದರೆ, ನಂತರ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ಅಥವಾ ರಿಸೀವರ್ ಅನ್ನು ಉತ್ಪಾದಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ನೇರವಾಗಿ ಮ್ಯಾಗ್ನೆಟಿಕ್ ಸರ್ಕ್ಯೂಟ್ ಅಥವಾ ಶಾರ್ಟ್ ಸರ್ಕ್ಯೂಟ್ನಲ್ಲಿ, ಮ್ಯಾಗ್ನೆಟಿಕ್ ಸರ್ಕ್ಯೂಟ್ ಅಥವಾ ಕಾಯಿಲ್ನ ಇಂಡಕ್ಷನ್ ತಾಪನವನ್ನು ಉತ್ಪಾದಿಸಲಾಗುತ್ತದೆ.
ಕಳಪೆಯಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾದ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ನಲ್ಲಿ, ಉದಾಹರಣೆಗೆ, ಫೌಕಾಲ್ಟ್ ಪ್ರವಾಹಗಳಿಂದ ಕೋರ್ ತಾಪನ ನಿಸ್ಸಂದಿಗ್ಧವಾಗಿ ಹಾನಿಕಾರಕವಾಗಿದೆ, ಆದರೆ ಇಂಡಕ್ಷನ್ ಹೀಟರ್ನಲ್ಲಿ ಅಂತಹ ವಿದ್ಯಮಾನವು ಉಪಯುಕ್ತ ಉದ್ದೇಶವನ್ನು ಹೊಂದಿದೆ.
ಲೋಡ್ನ ಸ್ವರೂಪದ ದೃಷ್ಟಿಕೋನದಿಂದ, ಅದರಲ್ಲಿ ಬಿಸಿಮಾಡಲಾದ ವಾಹಕ ಭಾಗವನ್ನು ಹೊಂದಿರುವ ಇಂಡಕ್ಷನ್ ಹೀಟರ್ ಒಂದು ತಿರುವಿನಲ್ಲಿ ಶಾರ್ಟ್-ಸರ್ಕ್ಯೂಟ್ಡ್ ದ್ವಿತೀಯ ಅಂಕುಡೊಂಕಾದ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ನಂತಿದೆ. ವರ್ಕ್ಪೀಸ್ನೊಳಗಿನ ಪ್ರತಿರೋಧವು ತೀರಾ ಚಿಕ್ಕದಾಗಿರುವುದರಿಂದ, ಅದರ ಉಷ್ಣ ಪರಿಣಾಮ (cf.) ಅಂತಹ ಹೆಚ್ಚಿನ ಸಾಂದ್ರತೆಯ ಪ್ರವಾಹವನ್ನು ರಚಿಸಲು ಸಣ್ಣ ಪ್ರಚೋದಿತ ಎಡ್ಡಿ ವಿದ್ಯುತ್ ಕ್ಷೇತ್ರವು ಸಾಕಾಗುತ್ತದೆ. ಜೌಲ್-ಲೆನ್ಜ್ ಕಾನೂನು) ಬಹಳ ಅಭಿವ್ಯಕ್ತ ಮತ್ತು ಪ್ರಾಯೋಗಿಕವಾಗಿರುತ್ತದೆ.
ಈ ಪ್ರಕಾರದ ಮೊದಲ ಚಾನೆಲ್ ಕುಲುಮೆಯು 1900 ರಲ್ಲಿ ಸ್ವೀಡನ್ನಲ್ಲಿ ಕಾಣಿಸಿಕೊಂಡಿತು, ಇದನ್ನು 50-60 Hz ಆವರ್ತನದೊಂದಿಗೆ ಪ್ರಸ್ತುತಪಡಿಸಲಾಯಿತು, ಉಕ್ಕಿನ ಚಾನಲ್ ಅನ್ನು ಕರಗಿಸಲು ಬಳಸಲಾಯಿತು ಮತ್ತು ಲೋಹವನ್ನು ಸಣ್ಣ-ಸರಪಳಿ ತಿರುಗುವಿಕೆಯ ರೀತಿಯಲ್ಲಿ ಜೋಡಿಸಲಾದ ಕ್ರೂಸಿಬಲ್ಗೆ ನೀಡಲಾಯಿತು. ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ನ ದ್ವಿತೀಯ ಅಂಕುಡೊಂಕಾದ.ದಕ್ಷತೆ 50% ಕ್ಕಿಂತ ಕಡಿಮೆ ಇರುವುದರಿಂದ ದಕ್ಷತೆಯ ಸಮಸ್ಯೆ ಸಹಜವಾಗಿಯೇ ಇತ್ತು.
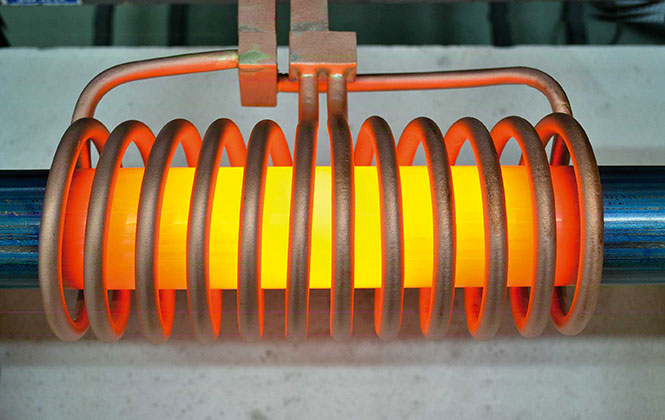
ಇಂದು, ಇಂಡಕ್ಷನ್ ಹೀಟರ್ ಒಂದು ವೈರ್ಲೆಸ್ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ಆಗಿದ್ದು, ತುಲನಾತ್ಮಕವಾಗಿ ದಪ್ಪವಾದ ತಾಮ್ರದ ಕೊಳವೆಯ ಒಂದು ಅಥವಾ ಹೆಚ್ಚಿನ ತಿರುವುಗಳನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ, ಅದರ ಮೂಲಕ ಸಕ್ರಿಯ ಕೂಲಿಂಗ್ ಸಿಸ್ಟಮ್ನ ಶೀತಕವನ್ನು ಪಂಪ್ ಬಳಸಿ ಪಂಪ್ ಮಾಡಲಾಗುತ್ತದೆ. ಹಲವಾರು ಕಿಲೋಹರ್ಟ್ಜ್ನಿಂದ ಹಲವಾರು ಮೆಗಾಹರ್ಟ್ಜ್ಗಳ ಆವರ್ತನದೊಂದಿಗೆ ಪರ್ಯಾಯ ಪ್ರವಾಹವನ್ನು ಟ್ಯೂಬ್ನ ವಾಹಕ ದೇಹಕ್ಕೆ ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ, ಇಂಡಕ್ಟರ್ನಂತೆ, ಸಂಸ್ಕರಿಸಿದ ಮಾದರಿಯ ನಿಯತಾಂಕಗಳನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.
ಸತ್ಯವೆಂದರೆ ಹೆಚ್ಚಿನ ಆವರ್ತನಗಳಲ್ಲಿ ಎಡ್ಡಿ ಪ್ರವಾಹವು ಎಡ್ಡಿ ಪ್ರವಾಹದಿಂದ ಬಿಸಿಯಾದ ಮಾದರಿಯಿಂದ ಸ್ಥಳಾಂತರಗೊಳ್ಳುತ್ತದೆ, ಏಕೆಂದರೆ ಈ ಎಡ್ಡಿ ಪ್ರವಾಹದ ಕಾಂತೀಯ ಕ್ಷೇತ್ರವು ಮೇಲ್ಮೈಗೆ ಉತ್ಪತ್ತಿಯಾಗುವ ಪ್ರವಾಹವನ್ನು ಸ್ಥಳಾಂತರಿಸುತ್ತದೆ.
ಇದು ಪ್ರಕಟವಾಗುತ್ತದೆ ಚರ್ಮದ ಪರಿಣಾಮ, ಗರಿಷ್ಠ ಪ್ರಸ್ತುತ ಸಾಂದ್ರತೆಯು ತೆಳುವಾದ ಪದರದ ಮೇಲೆ ಬೀಳುವ ವರ್ಕ್ಪೀಸ್ ಮೇಲ್ಮೈಯ ಫಲಿತಾಂಶವಾಗಿದೆ ಮತ್ತು ಹೆಚ್ಚಿನ ಆವರ್ತನ ಮತ್ತು ಬಿಸಿಯಾದ ವಸ್ತುವಿನ ಕಡಿಮೆ ವಿದ್ಯುತ್ ಪ್ರತಿರೋಧ, ಶೆಲ್ ಪದರವು ತೆಳುವಾದಾಗ.
ತಾಮ್ರಕ್ಕೆ, ಉದಾಹರಣೆಗೆ, 2 MHz ನಲ್ಲಿ, ಚರ್ಮವು ಮಿಲಿಮೀಟರ್ನ ಕಾಲು ಭಾಗ ಮಾತ್ರ! ಇದರರ್ಥ ತಾಮ್ರದ ಬಿಲ್ಲೆಟ್ನ ಒಳ ಪದರಗಳು ನೇರವಾಗಿ ಸುಳಿದ ಪ್ರವಾಹಗಳಿಂದ ಅಲ್ಲ, ಆದರೆ ಅದರ ತೆಳುವಾದ ಹೊರ ಪದರದಿಂದ ಶಾಖದ ವಹನದಿಂದ ಬಿಸಿಯಾಗುತ್ತವೆ. ಆದಾಗ್ಯೂ, ತಂತ್ರಜ್ಞಾನವು ಯಾವುದೇ ವಿದ್ಯುತ್ ವಾಹಕ ವಸ್ತುಗಳನ್ನು ತ್ವರಿತವಾಗಿ ಬಿಸಿಮಾಡಲು ಅಥವಾ ಕರಗಿಸಲು ಸಾಕಷ್ಟು ಪರಿಣಾಮಕಾರಿಯಾಗಿದೆ.
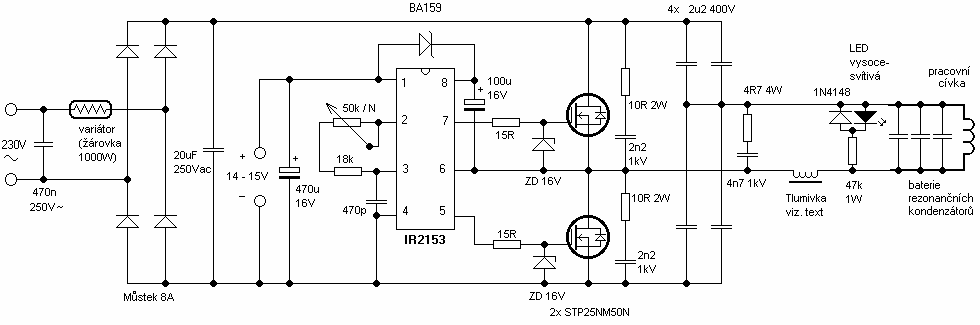
ಆಧುನಿಕ ಇಂಡಕ್ಷನ್ ಹೀಟರ್ಗಳನ್ನು ನಿರ್ಮಿಸಲಾಗುತ್ತಿದೆ ಆಸಿಲೇಟಿಂಗ್ ಸರ್ಕ್ಯೂಟ್ ಅನ್ನು ಆಧರಿಸಿದೆ (ಕಾಯಿಲ್-ಇಂಡಕ್ಟರ್ ಮತ್ತು ಕೆಪಾಸಿಟರ್) ಒಳಗೊಂಡಿರುವ ಅನುರಣಕ ಇನ್ವರ್ಟರ್ನಿಂದ ಚಾಲಿತವಾಗಿದೆ IGBT ಅಥವಾ MOSFET - ಟ್ರಾನ್ಸಿಸ್ಟರ್ಗಳು300 kHz ವರೆಗೆ ಆಪರೇಟಿಂಗ್ ಆವರ್ತನಗಳನ್ನು ಸಾಧಿಸಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ.
ಹೆಚ್ಚಿನ ಆವರ್ತನಗಳಿಗಾಗಿ, ನಿರ್ವಾತ ಟ್ಯೂಬ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇದು 50 MHz ಮತ್ತು ಹೆಚ್ಚಿನ ಆವರ್ತನಗಳನ್ನು ತಲುಪಲು ಸಾಧ್ಯವಾಗಿಸುತ್ತದೆ, ಉದಾಹರಣೆಗೆ, ಆಭರಣವನ್ನು ಕರಗಿಸಲು, ಸಾಕಷ್ಟು ಹೆಚ್ಚಿನ ಆವರ್ತನಗಳ ಅಗತ್ಯವಿರುತ್ತದೆ, ಏಕೆಂದರೆ ಭಾಗದ ಗಾತ್ರವು ತುಂಬಾ ಚಿಕ್ಕದಾಗಿದೆ.
ಕೆಲಸದ ಸರ್ಕ್ಯೂಟ್ಗಳ ಗುಣಮಟ್ಟದ ಅಂಶವನ್ನು ಹೆಚ್ಚಿಸಲು, ಅವರು ಎರಡು ವಿಧಾನಗಳಲ್ಲಿ ಒಂದನ್ನು ಆಶ್ರಯಿಸುತ್ತಾರೆ: ಆವರ್ತನವನ್ನು ಹೆಚ್ಚಿಸುವುದು ಅಥವಾ ಅದರ ನಿರ್ಮಾಣಕ್ಕೆ ಫೆರೋಮ್ಯಾಗ್ನೆಟಿಕ್ ಇನ್ಸರ್ಟ್ಗಳನ್ನು ಸೇರಿಸುವ ಮೂಲಕ ಸರ್ಕ್ಯೂಟ್ನ ಇಂಡಕ್ಟನ್ಸ್ ಅನ್ನು ಹೆಚ್ಚಿಸುವುದು.
ಉದ್ಯಮದಲ್ಲಿ ಹೆಚ್ಚಿನ ಆವರ್ತನದ ವಿದ್ಯುತ್ ಕ್ಷೇತ್ರವನ್ನು ಬಳಸಿಕೊಂಡು ಡೈಎಲೆಕ್ಟ್ರಿಕ್ ತಾಪನವನ್ನು ಸಹ ನಡೆಸಲಾಗುತ್ತದೆ. ಇಂಡಕ್ಷನ್ ಹೀಟಿಂಗ್ನಿಂದ ವ್ಯತ್ಯಾಸವು ಪ್ರಸ್ತುತ ಆವರ್ತನಗಳನ್ನು ಬಳಸುತ್ತದೆ (ಇಂಡಕ್ಷನ್ ತಾಪನದೊಂದಿಗೆ 500 kHz ವರೆಗೆ ಮತ್ತು ಡೈಎಲೆಕ್ಟ್ರಿಕ್ನೊಂದಿಗೆ 1000 kHz ಗಿಂತ ಹೆಚ್ಚು). ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಬಿಸಿ ಮಾಡಬೇಕಾದ ವಸ್ತುವು ವಿದ್ಯುಚ್ಛಕ್ತಿಯನ್ನು ಚೆನ್ನಾಗಿ ನಡೆಸುವುದಿಲ್ಲ ಎಂಬುದು ಮುಖ್ಯ, ಅಂದರೆ. ಡೈಎಲೆಕ್ಟ್ರಿಕ್ ಆಗಿತ್ತು.
ವಿಧಾನದ ಪ್ರಯೋಜನವೆಂದರೆ ವಸ್ತುವಿನ ಒಳಗೆ ನೇರವಾಗಿ ಶಾಖದ ಉತ್ಪಾದನೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಕಳಪೆ ವಾಹಕ ವಸ್ತುಗಳು ಒಳಗಿನಿಂದ ತ್ವರಿತವಾಗಿ ಬಿಸಿಯಾಗಬಹುದು. ಹೆಚ್ಚಿನ ವಿವರಗಳಿಗಾಗಿ ಇಲ್ಲಿ ನೋಡಿ: ಹೈ-ಫ್ರೀಕ್ವೆನ್ಸಿ ಡೈಎಲೆಕ್ಟ್ರಿಕ್ ತಾಪನ ವಿಧಾನಗಳ ಮೂಲಭೂತ ಭೌತಿಕ ಅಡಿಪಾಯ