ವಿದ್ಯುತ್ ಯಂತ್ರಗಳ ವಿಂಡ್ಗಳ ಡ್ರೈಯರ್ ನಿರೋಧನ
 ವಿಂಡ್ಗಳು ಮತ್ತು ಇತರ ಲೈವ್ ಭಾಗಗಳ ನಿರೋಧನವು ಒದ್ದೆಯಾದಾಗ ವಿದ್ಯುತ್ ಯಂತ್ರಗಳು ಒಣಗುತ್ತವೆ, ಉದಾಹರಣೆಗೆ ಸಾರಿಗೆ, ಸಂಗ್ರಹಣೆ, ಸ್ಥಾಪನೆ ಮತ್ತು ದುರಸ್ತಿ ಸಮಯದಲ್ಲಿ, ಹಾಗೆಯೇ ಘಟಕವನ್ನು ದೀರ್ಘಕಾಲದವರೆಗೆ ಸ್ವಿಚ್ ಆಫ್ ಮಾಡಿದಾಗ.
ವಿಂಡ್ಗಳು ಮತ್ತು ಇತರ ಲೈವ್ ಭಾಗಗಳ ನಿರೋಧನವು ಒದ್ದೆಯಾದಾಗ ವಿದ್ಯುತ್ ಯಂತ್ರಗಳು ಒಣಗುತ್ತವೆ, ಉದಾಹರಣೆಗೆ ಸಾರಿಗೆ, ಸಂಗ್ರಹಣೆ, ಸ್ಥಾಪನೆ ಮತ್ತು ದುರಸ್ತಿ ಸಮಯದಲ್ಲಿ, ಹಾಗೆಯೇ ಘಟಕವನ್ನು ದೀರ್ಘಕಾಲದವರೆಗೆ ಸ್ವಿಚ್ ಆಫ್ ಮಾಡಿದಾಗ.
ವಿಶೇಷ ಅಗತ್ಯವಿಲ್ಲದೇ ವಿದ್ಯುತ್ ಯಂತ್ರಗಳ ವಿಂಡ್ಗಳ ನಿರೋಧನವನ್ನು ಒಣಗಿಸುವುದು ಹೆಚ್ಚುವರಿ ನ್ಯಾಯಸಮ್ಮತವಲ್ಲದ ವೆಚ್ಚಗಳನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ ಮತ್ತು ಒಣಗಿಸುವ ಮೋಡ್ ಅನ್ನು ಸರಿಯಾಗಿ ನಿರ್ವಹಿಸದಿದ್ದರೆ, ಹೆಚ್ಚುವರಿಯಾಗಿ, ಅಂಕುಡೊಂಕಾದ ಹಾನಿ ಸಂಭವಿಸುತ್ತದೆ.
ಒಣಗಿಸುವ ಉದ್ದೇಶವು ವಿಂಡ್ಗಳ ನಿರೋಧನದಿಂದ ತೇವಾಂಶವನ್ನು ತೆಗೆದುಹಾಕುವುದು ಮತ್ತು ವಿದ್ಯುತ್ ಯಂತ್ರವನ್ನು ಚಾಲಿತಗೊಳಿಸಬಹುದಾದ ಮೌಲ್ಯಕ್ಕೆ ಪ್ರತಿರೋಧವನ್ನು ಹೆಚ್ಚಿಸುವುದು. ದೊಡ್ಡ ದುರಸ್ತಿಗೆ ಒಳಗಾದ ವಿದ್ಯುತ್ ಯಂತ್ರಗಳ ನಿರೋಧನದ ಸಂಪೂರ್ಣ ಪ್ರತಿರೋಧ, MΩ, 10-30 ° C ತಾಪಮಾನದಲ್ಲಿ ಕನಿಷ್ಠ 0.5 MΩ ಆಗಿರಬೇಕು.
 ಹೊಸದಾಗಿ ಸ್ಥಾಪಿಸಲಾದ ವಿದ್ಯುತ್ ಯಂತ್ರಗಳಿಗೆ, ಈ ಮೌಲ್ಯವು ಕೋಷ್ಟಕದಲ್ಲಿ ನೀಡಲಾದ ಮೌಲ್ಯಗಳಿಗಿಂತ ಕಡಿಮೆಯಿರಬಾರದು. 2, ಮತ್ತು 2 kV ಗಿಂತ ಹೆಚ್ಚು ಅಥವಾ 1000 kW ಗಿಂತ ಹೆಚ್ಚಿನ ವೋಲ್ಟೇಜ್ ಹೊಂದಿರುವ ಎಲೆಕ್ಟ್ರಿಕ್ ಮೋಟಾರ್ಗಳಿಗಾಗಿ, ಹೆಚ್ಚುವರಿಯಾಗಿ, ಮೆಗಾಹ್ಮೀಟರ್ನೊಂದಿಗೆ ನಿರ್ಧರಿಸಲು ಅವಶ್ಯಕವಾಗಿದೆ. ಹೀರಿಕೊಳ್ಳುವ ಗುಣಾಂಕ ಅನುಪಾತ ka6c ಅಥವಾ R60 / R15.
ಹೊಸದಾಗಿ ಸ್ಥಾಪಿಸಲಾದ ವಿದ್ಯುತ್ ಯಂತ್ರಗಳಿಗೆ, ಈ ಮೌಲ್ಯವು ಕೋಷ್ಟಕದಲ್ಲಿ ನೀಡಲಾದ ಮೌಲ್ಯಗಳಿಗಿಂತ ಕಡಿಮೆಯಿರಬಾರದು. 2, ಮತ್ತು 2 kV ಗಿಂತ ಹೆಚ್ಚು ಅಥವಾ 1000 kW ಗಿಂತ ಹೆಚ್ಚಿನ ವೋಲ್ಟೇಜ್ ಹೊಂದಿರುವ ಎಲೆಕ್ಟ್ರಿಕ್ ಮೋಟಾರ್ಗಳಿಗಾಗಿ, ಹೆಚ್ಚುವರಿಯಾಗಿ, ಮೆಗಾಹ್ಮೀಟರ್ನೊಂದಿಗೆ ನಿರ್ಧರಿಸಲು ಅವಶ್ಯಕವಾಗಿದೆ. ಹೀರಿಕೊಳ್ಳುವ ಗುಣಾಂಕ ಅನುಪಾತ ka6c ಅಥವಾ R60 / R15.
ಪಡೆದ ಡೇಟಾವು ನಿರೋಧನದ ಅತೃಪ್ತಿಕರ ಸ್ಥಿತಿಯನ್ನು ತೋರಿಸಿದರೆ, ವಿದ್ಯುತ್ ಯಂತ್ರಗಳನ್ನು ಒಣಗಿಸಲಾಗುತ್ತದೆ.
ವಿದ್ಯುತ್ ಯಂತ್ರದ ಅಂಕುಡೊಂಕಾದ ನಿರೋಧನದಿಂದ ತೇವಾಂಶವನ್ನು ತೆಗೆಯುವುದು ಪ್ರಸರಣದಿಂದಾಗಿ ಸಂಭವಿಸುತ್ತದೆ, ಇದು ವಿಂಡಿಂಗ್ನ ಬೆಚ್ಚಗಿನ ಭಾಗದಿಂದ ತಂಪಾದ ಭಾಗಕ್ಕೆ ಶಾಖದ ಹರಿವಿನ ದಿಕ್ಕಿನಲ್ಲಿ ತೇವಾಂಶವನ್ನು ಚಲಿಸುವಂತೆ ಮಾಡುತ್ತದೆ.
ತೇವಾಂಶದ ಚಲನೆಯು ನಿರೋಧನದ ವಿವಿಧ ಪದರಗಳಲ್ಲಿನ ತೇವಾಂಶದಲ್ಲಿನ ವ್ಯತ್ಯಾಸದಿಂದಾಗಿ, ಹೆಚ್ಚಿನ ತೇವಾಂಶ ಹೊಂದಿರುವ ಪದರಗಳಿಂದ ತೇವಾಂಶವು ಕಡಿಮೆ ತೇವಾಂಶದ ಪದರಗಳಿಗೆ ಚಲಿಸುತ್ತದೆ. ತೇವಾಂಶದಲ್ಲಿನ ಇಳಿಕೆ, ಪ್ರತಿಯಾಗಿ, ತಾಪಮಾನದಲ್ಲಿನ ಇಳಿಕೆಗೆ ಕಾರಣವಾಗಿದೆ. ಹೆಚ್ಚಿನ ತಾಪಮಾನ ವ್ಯತ್ಯಾಸ, ನಿರೋಧನವನ್ನು ಒಣಗಿಸುವುದು ಹೆಚ್ಚು ತೀವ್ರವಾಗಿರುತ್ತದೆ. ಉದಾಹರಣೆಗೆ, ಸುರುಳಿಯ ಒಳಭಾಗವನ್ನು ಪ್ರಸ್ತುತದೊಂದಿಗೆ ಬಿಸಿ ಮಾಡುವ ಮೂಲಕ, ನಿರೋಧನದ ಒಳ ಮತ್ತು ಹೊರ ಪದರಗಳ ನಡುವೆ ತಾಪಮಾನ ವ್ಯತ್ಯಾಸವನ್ನು ಸೃಷ್ಟಿಸಲು ಸಾಧ್ಯವಿದೆ ಮತ್ತು ಹೀಗಾಗಿ ಒಣಗಿಸುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ವೇಗಗೊಳಿಸುತ್ತದೆ.
ಒಣಗಿಸುವಿಕೆಯನ್ನು ವೇಗಗೊಳಿಸಲು, ಮಿತಿ ತಾಪಮಾನಕ್ಕೆ ಬಿಸಿಯಾದ ಸುರುಳಿಗಳನ್ನು ನಿಯತಕಾಲಿಕವಾಗಿ ಸುತ್ತುವರಿದ ತಾಪಮಾನಕ್ಕೆ ತಂಪಾಗಿಸಬೇಕು. ಆದ್ದರಿಂದ, ಉಷ್ಣ ಪ್ರಸರಣದ ದಕ್ಷತೆಯು ಹೆಚ್ಚಾಗಿರುತ್ತದೆ, ನಿರೋಧನದ ಮೇಲ್ಮೈ ಪದರಗಳು ವೇಗವಾಗಿ ತಂಪಾಗುತ್ತವೆ.
ವಿಭಾಗ. 1. ವಿದ್ಯುತ್ ಯಂತ್ರಗಳಿಗೆ ಅಂದಾಜು ಒಣಗಿಸುವ ಸಮಯ
ಎಲೆಕ್ಟ್ರಿಕ್ ಕಾರುಗಳು ಕನಿಷ್ಠ ಸಮಯ, h, ತಾಪಮಾನವನ್ನು ತಲುಪಲು ಒಣಗಿಸುವ ಸಮಯ, ಸ್ಥಿರವಾದ ನಿರೋಧನ ಪ್ರತಿರೋಧವನ್ನು ತಲುಪಿದ ನಂತರ h 50 ° C 70 ° C ಸಾಮಾನ್ಯ ಕನಿಷ್ಠ, MOhm ಸಣ್ಣ ಮತ್ತು ಮಧ್ಯಮ ಶಕ್ತಿ 2 - 3 5 - 7 15 - 20
3 — 5
ಹೆಚ್ಚಿನ ಶಕ್ತಿಯ ಮುಕ್ತ ವಿನ್ಯಾಸ 10 — 16 15 — 25 40 — 60 5 — 10 ಹೆಚ್ಚಿನ ಶಕ್ತಿ ಮುಚ್ಚಿದ ವಿನ್ಯಾಸ 20 — 30 25 — 50 70-100
10 — 15
ಒಣಗಿಸುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಸುರುಳಿಗಳು ಮತ್ತು ಉಕ್ಕನ್ನು ಕ್ರಮೇಣ ಬಿಸಿ ಮಾಡಬೇಕು, ಏಕೆಂದರೆ ತ್ವರಿತ ತಾಪನದೊಂದಿಗೆ ಯಂತ್ರದ ಆಂತರಿಕ ಭಾಗಗಳ ತಾಪಮಾನವು ಅಪಾಯಕಾರಿ ಮೌಲ್ಯವನ್ನು ತಲುಪಬಹುದು, ಆದರೆ ಬಾಹ್ಯ ಭಾಗಗಳ ತಾಪನವು ಇನ್ನೂ ನಗಣ್ಯವಾಗಿರುತ್ತದೆ.
 ಒಣಗಿಸುವ ಸಮಯದಲ್ಲಿ ಸುರುಳಿಯ ಉಷ್ಣತೆಯ ಹೆಚ್ಚಳದ ದರವು ಗಂಟೆಗೆ 4 - 5 ° C ಮೀರಬಾರದು. ಗ್ರಾಹಕ ವಿದ್ಯುತ್ ಸ್ಥಾಪನೆಗಳ ಪಿಟಿಇ ಪ್ರಕಾರ, ಯಂತ್ರದ ದೇಹಕ್ಕೆ ಮತ್ತು ವಿಂಡ್ಗಳ ನಡುವೆ ನಿರೋಧನ ಪ್ರತಿರೋಧದ ಮಾಪನವನ್ನು 660 ವಿ ವರೆಗಿನ ವೋಲ್ಟೇಜ್ ಹೊಂದಿರುವ ವಿದ್ಯುತ್ ಯಂತ್ರಗಳ ವಿಂಡ್ಗಳಿಗಾಗಿ ನಡೆಸಲಾಗುತ್ತದೆ. ಮೆಗಾಹ್ಮೀಟರ್ 1000 V ಯೊಂದಿಗೆ, ಮತ್ತು ವಿದ್ಯುತ್ ಯಂತ್ರಗಳಿಗೆ ವೋಲ್ಟೇಜ್ 660 V ಗಿಂತ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ - 2500 V ನಲ್ಲಿ ಮೆಗಾಹ್ಮೀಟರ್ನೊಂದಿಗೆ.
ಒಣಗಿಸುವ ಸಮಯದಲ್ಲಿ ಸುರುಳಿಯ ಉಷ್ಣತೆಯ ಹೆಚ್ಚಳದ ದರವು ಗಂಟೆಗೆ 4 - 5 ° C ಮೀರಬಾರದು. ಗ್ರಾಹಕ ವಿದ್ಯುತ್ ಸ್ಥಾಪನೆಗಳ ಪಿಟಿಇ ಪ್ರಕಾರ, ಯಂತ್ರದ ದೇಹಕ್ಕೆ ಮತ್ತು ವಿಂಡ್ಗಳ ನಡುವೆ ನಿರೋಧನ ಪ್ರತಿರೋಧದ ಮಾಪನವನ್ನು 660 ವಿ ವರೆಗಿನ ವೋಲ್ಟೇಜ್ ಹೊಂದಿರುವ ವಿದ್ಯುತ್ ಯಂತ್ರಗಳ ವಿಂಡ್ಗಳಿಗಾಗಿ ನಡೆಸಲಾಗುತ್ತದೆ. ಮೆಗಾಹ್ಮೀಟರ್ 1000 V ಯೊಂದಿಗೆ, ಮತ್ತು ವಿದ್ಯುತ್ ಯಂತ್ರಗಳಿಗೆ ವೋಲ್ಟೇಜ್ 660 V ಗಿಂತ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ - 2500 V ನಲ್ಲಿ ಮೆಗಾಹ್ಮೀಟರ್ನೊಂದಿಗೆ.
ಆದಾಗ್ಯೂ, GOST 11828 - 75 ರ ಪ್ರಕಾರ, 500 V ವರೆಗಿನ ದರದ ವೋಲ್ಟೇಜ್ಗಾಗಿ ವಿದ್ಯುತ್ ಯಂತ್ರಗಳ ವಿಂಡ್ಗಳ ಪ್ರತಿರೋಧವನ್ನು 500 V ಗಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾದ ಮೆಗಾಹ್ಮೀಟರ್ನೊಂದಿಗೆ ಅಳೆಯಲಾಗುತ್ತದೆ, 500 V ಗಿಂತ ಹೆಚ್ಚಿನ ವೋಲ್ಟೇಜ್ಗಾಗಿ ವಿದ್ಯುತ್ ಯಂತ್ರಗಳ ವಿಂಡ್ಗಳು 500 V - 1000 V ಗಾಗಿ ಮೆಗಾಹ್ಮೀಟರ್ನೊಂದಿಗೆ. ಆದ್ದರಿಂದ, PTE ಗಳು ಮೆಗಾಹ್ಮೀಟರ್ನೊಂದಿಗೆ ನಿರೋಧನವನ್ನು ಪರೀಕ್ಷಿಸುವ ಅವಶ್ಯಕತೆಗಳನ್ನು ಸ್ವಲ್ಪಮಟ್ಟಿಗೆ ಬಿಗಿಗೊಳಿಸುತ್ತವೆ.
ನಿರೋಧನ ಪ್ರತಿರೋಧ ಮಾಪನ 75 ° C ನ ಅಂಕುಡೊಂಕಾದ ತಾಪಮಾನದಲ್ಲಿ ಉತ್ಪಾದಿಸಲಾಗುತ್ತದೆ. ವಿಂಡ್ಗಳ ನಿರೋಧನ ಪ್ರತಿರೋಧವನ್ನು ವಿಭಿನ್ನ ತಾಪಮಾನದಲ್ಲಿ ಅಳೆಯಲಾಗುತ್ತದೆ, ಆದರೆ 10 ° C ಗಿಂತ ಕಡಿಮೆಯಿಲ್ಲದಿದ್ದರೆ, ಅದನ್ನು 75 ° C ತಾಪಮಾನಕ್ಕೆ ಪರಿವರ್ತಿಸಬಹುದು.
ವಿದ್ಯುತ್ ಯಂತ್ರಗಳ ವಿಂಡ್ಗಳ ನಿರೋಧನವನ್ನು ಒಣಗಿಸುವ ಮೊದಲು, ಕೊಠಡಿಯನ್ನು ಭಗ್ನಾವಶೇಷ, ಧೂಳು ಮತ್ತು ಕೊಳಕುಗಳಿಂದ ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕು. ವಿದ್ಯುತ್ ಯಂತ್ರಗಳನ್ನು ಎಚ್ಚರಿಕೆಯಿಂದ ಪರೀಕ್ಷಿಸಬೇಕು ಮತ್ತು ಸಂಕುಚಿತ ಗಾಳಿಯಿಂದ ಬೀಸಬೇಕು. ಒಣಗಿಸುವ ಸಮಯದಲ್ಲಿ, ವಿದ್ಯುತ್ ಯಂತ್ರದ ಪ್ರತಿ ಅಂಕುಡೊಂಕಾದ ನಿರೋಧನ ಪ್ರತಿರೋಧವನ್ನು ಯಂತ್ರದ ನೆಲದ ದೇಹಕ್ಕೆ ಮತ್ತು ವಿಂಡ್ಗಳ ನಡುವೆ (Fig. 1) ಅಳೆಯಿರಿ.
ಮಾಪನದ ಮೊದಲು ಪ್ರತಿ ಬಾರಿಯೂ ನಿರೋಧನದಲ್ಲಿ ಉಳಿದಿರುವ ಶುಲ್ಕಗಳನ್ನು ತೆಗೆದುಹಾಕುವುದು ಅವಶ್ಯಕ; ಇದಕ್ಕಾಗಿ ವಿಂಡಿಂಗ್ ಅನ್ನು 3-4 ನಿಮಿಷಗಳ ಕಾಲ ವಸತಿಗೆ ನೆಲಸಮ ಮಾಡಲಾಗುತ್ತದೆ. ಇದರ ಜೊತೆಗೆ, ವಿದ್ಯುತ್ ಯಂತ್ರಗಳ ವಿಂಡ್ಗಳನ್ನು ಒಣಗಿಸುವಾಗ, ವಿಂಡ್ಗಳ ತಾಪಮಾನ, ಸುತ್ತುವರಿದ ಗಾಳಿ ಮತ್ತು ಒಣಗಿಸುವ ಪ್ರವಾಹವನ್ನು ಅಳೆಯುವುದು ಅವಶ್ಯಕ. ಪ್ರಾಯೋಗಿಕವಾಗಿ, ವಿದ್ಯುತ್ ಯಂತ್ರಗಳ ವಿಂಡ್ಗಳನ್ನು ಒಣಗಿಸುವ ಪರಿಣಾಮವಾಗಿ, 750 ° C ತಾಪಮಾನದಲ್ಲಿ ನಿರೋಧನ ಪ್ರತಿರೋಧವು ಕೋಷ್ಟಕದಲ್ಲಿನ ಡೇಟಾಕ್ಕಿಂತ ಕಡಿಮೆಯಿರಬಾರದು. 2.
ವಿಭಾಗ. 2. ಒಣಗಿದ ನಂತರ ವಿದ್ಯುತ್ ಯಂತ್ರಗಳ ವಿಂಡ್ಗಳ ಚಿಕ್ಕದಾದ ಅನುಮತಿಸುವ ನಿರೋಧನ ಪ್ರತಿರೋಧ
ಯಂತ್ರಗಳು ಅಥವಾ ಅದರ ಭಾಗಗಳು ಕಾರ್ಯನಿರ್ವಹಿಸುವ ವೋಲ್ಟೇಜ್ನೊಂದಿಗೆ ಪರ್ಯಾಯ ವಿದ್ಯುತ್ ಪ್ರವಾಹ ಯಂತ್ರದ ಚಿಕ್ಕ ಅನುಮತಿಸುವ ನಿರೋಧನ ಪ್ರತಿರೋಧದ ಸ್ಟೇಟರ್ಗಳು: 1000 V 1 ಮೆಗಾಮ್ನಲ್ಲಿ 1 kV ವರ್ಕಿಂಗ್ ವೋಲ್ಟೇಜ್ನಲ್ಲಿ 1000 V 0.5 MOhm ವರೆಗೆ 1 kV ವರೆಗೆ 750 V ವರೆಗಿನ ವೋಲ್ಟೇಜ್ ಹೊಂದಿರುವ DC ಯಂತ್ರಗಳ ಆರ್ಮೇಚರ್ಗಳು 1 kV ಗೆ 1 MOhm ಸೇರಿದಂತೆ ಅಸಮಕಾಲಿಕ ಮತ್ತು ಸಿಂಕ್ರೊನಸ್ ಎಲೆಕ್ಟ್ರಿಕ್ ಮೋಟಾರ್ಗಳ ರೋಟರ್ಗಳು (ಸಂಪೂರ್ಣ ಪ್ರಚೋದಕ ಸರ್ಕ್ಯೂಟ್ ಸೇರಿದಂತೆ) 1 kV ಗೆ 1 MΩ, ಆದರೆ 0.2 ಕ್ಕಿಂತ ಕಡಿಮೆಯಿಲ್ಲ - 0.5 MΩ 3000 V ಮತ್ತು ಹೆಚ್ಚಿನ ವೋಲ್ಟೇಜ್ ಹೊಂದಿರುವ ಎಲೆಕ್ಟ್ರಿಕ್ ಮೋಟಾರ್ಗಳು: 1 MOhm ನಲ್ಲಿ ಸ್ಟೇಟರ್ಗಳು kV ರೋಟರ್ಗಳು 1 kV ನಲ್ಲಿ 0.2 MOhm 
ಉಕ್ಕಿನಲ್ಲಿ ಇಂಡಕ್ಷನ್ ನಷ್ಟಗಳ ವಿಧಾನದಿಂದ ವಿದ್ಯುತ್ ಯಂತ್ರಗಳ ವಿಂಡ್ಗಳನ್ನು ಒಣಗಿಸುವುದು
ಇತ್ತೀಚಿನ ವರ್ಷಗಳಲ್ಲಿ, ಸ್ಥಾಯಿ ಯಂತ್ರಗಳೊಂದಿಗೆ ಸ್ಟೇಟರ್ ಸ್ಟೀಲ್ನಲ್ಲಿ ಇಂಡಕ್ಷನ್ ನಷ್ಟಗಳ ಮೂಲಕ ವಿದ್ಯುತ್ ಮೋಟಾರುಗಳನ್ನು ಒಣಗಿಸಲು ತರ್ಕಬದ್ಧ ವಿಧಾನಗಳನ್ನು ಪರಿಚಯಿಸಲಾಗಿದೆ, ಇದು ನೇರವಾಗಿ ವಿಂಡ್ಗಳಿಗೆ ಪ್ರಸ್ತುತದ ಅಂಗೀಕಾರಕ್ಕೆ ಸಂಬಂಧಿಸಿಲ್ಲ. ಈ ಒಣಗಿಸುವ ವಿಧಾನದಲ್ಲಿ, ಎರಡು ವಿಧಗಳಿವೆ: ಸ್ಟೇಟರ್ನ ಸಕ್ರಿಯ ಉಕ್ಕಿನ ನಷ್ಟಗಳು ಮತ್ತು ಸ್ಟೇಟರ್ ಹೌಸಿಂಗ್ನಲ್ಲಿನ ನಷ್ಟಗಳು.
ವಿದ್ಯುತ್ ಮೋಟಾರುಗಳ ತಾಪನವನ್ನು ಮ್ಯಾಗ್ನೆಟೈಸೇಶನ್ ರಿವರ್ಸಲ್ ಮತ್ತು ನಷ್ಟದಿಂದ ಮಾಡಲಾಗುತ್ತದೆ ಸುಳಿ ಪ್ರವಾಹಗಳು AC ಎಲೆಕ್ಟ್ರಿಕ್ ಮೋಟರ್ನ ಸ್ಟೇಟರ್ನ ಸಕ್ರಿಯ ಉಕ್ಕಿನಲ್ಲಿ ಅಥವಾ ಸ್ಟೇಟರ್ ಕೋರ್ ಮತ್ತು ಮೆಷಿನ್ ಕೇಸಿಂಗ್ನಲ್ಲಿ ಯಂತ್ರಗಳಲ್ಲಿ ಉತ್ಪತ್ತಿಯಾಗುವ ಪರ್ಯಾಯ ಮ್ಯಾಗ್ನೆಟಿಕ್ ಫ್ಲಕ್ಸ್ನಿಂದ DC ಯಂತ್ರದ ಇಂಡಕ್ಟರ್.
ವೇರಿಯಬಲ್ ಮ್ಯಾಗ್ನೆಟಿಕ್ ಫ್ಲಕ್ಸ್ ಫ್ರೇಮ್ (Fig. 1, a) ಅಡಿಯಲ್ಲಿ ತಂತಿಗಳನ್ನು ಎಳೆಯುವ ಮೂಲಕ ಅಥವಾ ದೇಹದ ಮತ್ತು ಬೇರಿಂಗ್ ಶೀಲ್ಡ್ಗಳ ಮೇಲೆ (Fig. 1, b), ಪರ್ಯಾಯ ಕಾಂತೀಯವನ್ನು ಎಳೆಯುವ ಮೂಲಕ ಅದರ ಹೊರ ಮೇಲ್ಮೈಯಲ್ಲಿ ಯಂತ್ರದ ದೇಹದ ಮೇಲೆ ವಿಶೇಷ ಮ್ಯಾಗ್ನೆಟೈಸಿಂಗ್ ಕಾಯಿಲ್ ಗಾಯದಿಂದ ರಚಿಸಲಾಗಿದೆ. ಫ್ಲಕ್ಸ್ ಅನ್ನು ರಚಿಸಬಹುದು ಮತ್ತು ಸ್ಟೇಟರ್ನ ಸಕ್ರಿಯ ಉಕ್ಕಿನಲ್ಲಿ ಮತ್ತು ವಿದ್ಯುತ್ ಯಂತ್ರದ ದೇಹದಲ್ಲಿನ ಇಂಡಕ್ಷನ್ ನಷ್ಟಗಳಿಂದ (ಚಿತ್ರ 1, ಸಿ).
ಸ್ಟೇಟರ್ನ ಮ್ಯಾಗ್ನೆಟೈಸಿಂಗ್ ತಿರುವುಗಳನ್ನು ಗಾಳಿ ಮಾಡಲು ಇಂಡಕ್ಷನ್ ಅಥವಾ ಸಿಂಕ್ರೊನಸ್ ಯಂತ್ರದ ರೋಟರ್ ಅನ್ನು ತೆಗೆದುಹಾಕಬೇಕು.
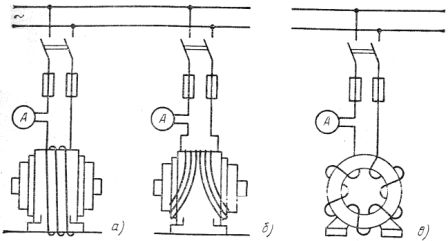
ಅಕ್ಕಿ. 1. ಉಕ್ಕಿನಲ್ಲಿನ ಇಂಡಕ್ಷನ್ ನಷ್ಟದಿಂದಾಗಿ ವಿದ್ಯುತ್ ಯಂತ್ರಗಳನ್ನು ಒಣಗಿಸುವುದು: ಒ - ಯಂತ್ರದ ವಸತಿಗಳಲ್ಲಿ, ಬಿ - ವಸತಿ ಮತ್ತು ಬೇರಿಂಗ್ ಶೀಲ್ಡ್ಗಳಲ್ಲಿ, ಸಿ - ಸ್ಟೇಟರ್ನ ವಸತಿ ಮತ್ತು ಸಕ್ರಿಯ ಉಕ್ಕಿನಲ್ಲಿ
ಮ್ಯಾಗ್ನೆಟೈಸಿಂಗ್ ಕಾಯಿಲ್ ಅನ್ನು ಇನ್ಸುಲೇಟೆಡ್ ತಂತಿಯಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ, ಅಡ್ಡ ವಿಭಾಗ ಮತ್ತು ತಿರುವುಗಳ ಸಂಖ್ಯೆಯನ್ನು ಅನುಗುಣವಾದ ಲೆಕ್ಕಾಚಾರದಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ.
ಒಣಗಿಸುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಮೊದಲ ಒಣಗಿಸುವ ಅವಧಿಯಲ್ಲಿ ವಿದ್ಯುತ್ ಯಂತ್ರಗಳ ವಿಂಡ್ಗಳ ನಿರೋಧನ ಪ್ರತಿರೋಧವು ಕಡಿಮೆಯಾಗುತ್ತದೆ, ನಂತರ ಹೆಚ್ಚಾಗುತ್ತದೆ ಮತ್ತು ನಿರ್ದಿಷ್ಟ ಮೌಲ್ಯವನ್ನು ತಲುಪುತ್ತದೆ, ಸ್ಥಿರವಾಗಿರುತ್ತದೆ. ಒಣಗಿಸುವ ಆರಂಭದಲ್ಲಿ, ಪ್ರತಿ 30 ನಿಮಿಷಗಳಿಗೊಮ್ಮೆ ನಿರೋಧನ ಪ್ರತಿರೋಧವನ್ನು ಅಳೆಯಲಾಗುತ್ತದೆ ಮತ್ತು ಸ್ಥಿರ-ಸ್ಥಿತಿಯ ತಾಪಮಾನವನ್ನು ತಲುಪಿದಾಗ, ಪ್ರತಿ ಗಂಟೆಗೆ.
ಫಲಿತಾಂಶಗಳನ್ನು ಒಣಗಿಸುವ ಡೈರಿಯಲ್ಲಿ ದಾಖಲಿಸಲಾಗಿದೆ ಮತ್ತು ಅದೇ ಸಮಯದಲ್ಲಿ ವಕ್ರಾಕೃತಿಗಳನ್ನು ಎಳೆಯಲಾಗುತ್ತದೆ (ಚಿತ್ರ 2) ಒಣಗಿಸುವ ಸಮಯದ ಮೇಲೆ ವಿಂಡ್ಗಳ ನಿರೋಧನ ಪ್ರತಿರೋಧ ಮತ್ತು ತಾಪಮಾನದ ಅವಲಂಬನೆಗಾಗಿ.ವಿದ್ಯುತ್ ಯಂತ್ರವು ಸಂಪೂರ್ಣವಾಗಿ ತಣ್ಣಗಾಗುವವರೆಗೆ ನಿರೋಧನ ಪ್ರತಿರೋಧ, ಅಂಕುಡೊಂಕಾದ ತಾಪಮಾನ ಮತ್ತು ಸುತ್ತುವರಿದ ತಾಪಮಾನದ ಮಾಪನಗಳು ಮುಂದುವರೆಯುತ್ತವೆ.
3 ರಿಂದ 5 ಗಂಟೆಗಳವರೆಗೆ ಸ್ಥಿರ ತಾಪಮಾನದಲ್ಲಿ ನಿರೋಧನ ಪ್ರತಿರೋಧವು ಪ್ರಾಯೋಗಿಕವಾಗಿ ಬದಲಾಗದ ನಂತರ ವಿದ್ಯುತ್ ಯಂತ್ರದ ವಿಂಡ್ಗಳ ಒಣಗಿಸುವಿಕೆಯನ್ನು ನಿಲ್ಲಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ka6c ಕನಿಷ್ಠ 1.3 ಆಗಿದೆ.
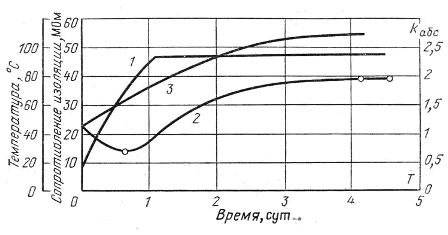
ಅಕ್ಕಿ. 2. ನಿರೋಧನ ಪ್ರತಿರೋಧದ ಅವಲಂಬನೆಯ ವಕ್ರಾಕೃತಿಗಳು 2, ಹೀರಿಕೊಳ್ಳುವ ಗುಣಾಂಕ 3 ಮತ್ತು ಒಣಗಿಸುವ ಅವಧಿಯ ಮೇಲೆ ವಿದ್ಯುತ್ ಯಂತ್ರದ ಅಂಕುಡೊಂಕಾದ 1 ತಾಪಮಾನ

ಒಣಗಿಸುವ ಒಲೆಯಲ್ಲಿ ವಿದ್ಯುತ್ ಮೋಟರ್ಗಳ ವಿಂಡ್ಗಳ ನಿರೋಧನವನ್ನು ಒಣಗಿಸುವುದು