ಲೋಹಗಳ ಇಂಡಕ್ಷನ್ ತಾಪನ, ಗಟ್ಟಿಯಾಗುವುದು ಮತ್ತು ಇಂಡಕ್ಷನ್ ಕರಗುವಿಕೆ
ಬಿಸಿಯಾದ ದೇಹದಲ್ಲಿ ನೇರವಾಗಿ ಶಾಖವು ಉತ್ಪತ್ತಿಯಾಗುವ ಅತ್ಯಂತ ಪರಿಪೂರ್ಣ ರೀತಿಯ ತಾಪನವಾಗಿದೆ. ದೇಹದ ಮೂಲಕ ವಿದ್ಯುತ್ ಪ್ರವಾಹವನ್ನು ಹಾದುಹೋಗುವ ಮೂಲಕ ಈ ತಾಪನ ವಿಧಾನವನ್ನು ಚೆನ್ನಾಗಿ ಮಾಡಲಾಗುತ್ತದೆ. ಆದಾಗ್ಯೂ, ನೇರ - ವಿದ್ಯುತ್ ಸರ್ಕ್ಯೂಟ್ನಲ್ಲಿ ಬಿಸಿಯಾದ ದೇಹವನ್ನು ಸೇರಿಸುವುದು ತಾಂತ್ರಿಕ ಮತ್ತು ಪ್ರಾಯೋಗಿಕ ಕಾರಣಗಳಿಗಾಗಿ ಯಾವಾಗಲೂ ಸಾಧ್ಯವಿಲ್ಲ.
ಈ ಸಂದರ್ಭಗಳಲ್ಲಿ, ಇಂಡಕ್ಷನ್ ತಾಪನವನ್ನು ಬಳಸಿಕೊಂಡು ಪರಿಪೂರ್ಣ ರೀತಿಯ ತಾಪನವನ್ನು ಅರಿತುಕೊಳ್ಳಬಹುದು, ಅಲ್ಲಿ ಶಾಖವು ಬಿಸಿಯಾದ ದೇಹದಲ್ಲಿಯೇ ಉತ್ಪತ್ತಿಯಾಗುತ್ತದೆ, ಇದು ಕುಲುಮೆಯ ಗೋಡೆಗಳಲ್ಲಿ ಅಥವಾ ಇತರ ತಾಪನ ಅಂಶಗಳಲ್ಲಿ ಅನಗತ್ಯ, ಸಾಮಾನ್ಯವಾಗಿ ದೊಡ್ಡ ಶಕ್ತಿಯ ಬಳಕೆಯನ್ನು ನಿವಾರಿಸುತ್ತದೆ. ಆದ್ದರಿಂದ, ಹೆಚ್ಚಿದ ಮತ್ತು ಹೆಚ್ಚಿನ ಆವರ್ತನದ ಪ್ರವಾಹಗಳನ್ನು ಉತ್ಪಾದಿಸುವ ತುಲನಾತ್ಮಕವಾಗಿ ಕಡಿಮೆ ದಕ್ಷತೆಯ ಹೊರತಾಗಿಯೂ, ಇಂಡಕ್ಷನ್ ತಾಪನದ ಒಟ್ಟಾರೆ ದಕ್ಷತೆಯು ಹೆಚ್ಚಾಗಿ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ ಇತರ ತಾಪನ ವಿಧಾನಗಳೊಂದಿಗೆ.

ಇಂಡಕ್ಷನ್ ವಿಧಾನವು ಲೋಹವಲ್ಲದ ದೇಹಗಳನ್ನು ಅವುಗಳ ದಪ್ಪದ ಉದ್ದಕ್ಕೂ ಸಮವಾಗಿ ತ್ವರಿತವಾಗಿ ಬಿಸಿಮಾಡಲು ಅನುಮತಿಸುತ್ತದೆ.ಅಂತಹ ದೇಹಗಳ ಕಳಪೆ ಉಷ್ಣ ವಾಹಕತೆಯು ಅವುಗಳ ಆಂತರಿಕ ಪದರಗಳನ್ನು ಸಾಮಾನ್ಯ ರೀತಿಯಲ್ಲಿ ತ್ವರಿತವಾಗಿ ಬಿಸಿ ಮಾಡುವ ಸಾಧ್ಯತೆಯನ್ನು ಹೊರತುಪಡಿಸುತ್ತದೆ, ಅಂದರೆ ಹೊರಗಿನಿಂದ ಶಾಖವನ್ನು ಪೂರೈಸುವ ಮೂಲಕ. ಇಂಡಕ್ಷನ್ ವಿಧಾನದಲ್ಲಿ, ಹೊರಗಿನ ಪದರಗಳಲ್ಲಿ ಮತ್ತು ಒಳಗಿನ ಪದರಗಳಲ್ಲಿ ಶಾಖವನ್ನು ಅದೇ ರೀತಿಯಲ್ಲಿ ಉತ್ಪಾದಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಹೊರಗಿನ ಪದರಗಳ ಅಗತ್ಯ ಉಷ್ಣ ನಿರೋಧನವನ್ನು ಮಾಡದಿದ್ದರೆ ಎರಡನೆಯದನ್ನು ಹೆಚ್ಚು ಬಿಸಿಯಾಗುವ ಅಪಾಯವೂ ಸಹ ಇರಬಹುದು.
ಇಂಡಕ್ಷನ್ ತಾಪನದ ನಿರ್ದಿಷ್ಟವಾಗಿ ಮೌಲ್ಯಯುತವಾದ ಆಸ್ತಿಯು ಬಿಸಿಯಾದ ದೇಹದಲ್ಲಿ ಶಕ್ತಿಯ ಹೆಚ್ಚಿನ ಸಾಂದ್ರತೆಯ ಸಾಧ್ಯತೆಯಾಗಿದೆ, ಇದು ನಿಖರವಾದ ಡೋಸಿಂಗ್ಗೆ ಸುಲಭವಾಗಿ ಹೊಂದಿಕೊಳ್ಳುತ್ತದೆ. ಮಾತ್ರ ವಿದ್ಯುತ್ ಚಾಪ ಶಕ್ತಿಯ ಸಾಂದ್ರತೆಯ ಅದೇ ಕ್ರಮವನ್ನು ಪಡೆಯಬಹುದು, ಆದರೆ ಈ ತಾಪನ ವಿಧಾನವನ್ನು ನಿಯಂತ್ರಿಸಲು ಕಷ್ಟವಾಗುತ್ತದೆ.
ಇಂಡಕ್ಷನ್ ತಾಪನದ ಗುಣಲಕ್ಷಣಗಳು ಮತ್ತು ಪ್ರಸಿದ್ಧ ಪ್ರಯೋಜನಗಳು ಅನೇಕ ಕೈಗಾರಿಕೆಗಳಲ್ಲಿ ಅದರ ಅನ್ವಯಕ್ಕೆ ವ್ಯಾಪಕ ಅವಕಾಶಗಳನ್ನು ಸೃಷ್ಟಿಸಿವೆ. ಹೆಚ್ಚುವರಿಯಾಗಿ, ಸಾಂಪ್ರದಾಯಿಕ ಶಾಖ ಸಂಸ್ಕರಣಾ ವಿಧಾನಗಳಿಗೆ ಕಾರ್ಯಸಾಧ್ಯವಲ್ಲದ ಹೊಸ ರೀತಿಯ ರಚನೆಗಳನ್ನು ರಚಿಸಲು ಇದು ನಿಮ್ಮನ್ನು ಅನುಮತಿಸುತ್ತದೆ.

ಒಂದು ಭೌತಿಕ ಪ್ರಕ್ರಿಯೆ
ಇಂಡಕ್ಷನ್ ಫರ್ನೇಸ್ಗಳು ಮತ್ತು ಸಾಧನಗಳಲ್ಲಿ, ವಿದ್ಯುತ್ ವಾಹಕ ಬಿಸಿಯಾದ ದೇಹದಲ್ಲಿನ ಶಾಖವು ಪರ್ಯಾಯ ವಿದ್ಯುತ್ಕಾಂತೀಯ ಕ್ಷೇತ್ರದಿಂದ ಅದರಲ್ಲಿ ಉಂಟಾಗುವ ಪ್ರವಾಹಗಳಿಂದ ಬಿಡುಗಡೆಯಾಗುತ್ತದೆ. ಈ ರೀತಿಯಾಗಿ, ನೇರ ತಾಪನ ಇಲ್ಲಿ ನಡೆಯುತ್ತದೆ.
ಲೋಹಗಳ ಇಂಡಕ್ಷನ್ ತಾಪನವು ಎರಡು ಭೌತಿಕ ನಿಯಮಗಳನ್ನು ಆಧರಿಸಿದೆ: ವಿದ್ಯುತ್ಕಾಂತೀಯ ಪ್ರಚೋದನೆಯ ಫ್ಯಾರಡೆ-ಮ್ಯಾಕ್ಸ್ವೆಲ್ ನಿಯಮ ಮತ್ತು ಜೌಲ್-ಲೆನ್ಜ್ ಕಾನೂನು. ಲೋಹದ ದೇಹಗಳನ್ನು (ಖಾಲಿ, ಭಾಗಗಳು, ಇತ್ಯಾದಿ) ಇರಿಸಲಾಗುತ್ತದೆ ಪರ್ಯಾಯ ಕಾಂತೀಯ ಕ್ಷೇತ್ರ, ಇದು ಅವರಲ್ಲಿ ಸುಂಟರಗಾಳಿಯನ್ನು ಪ್ರಚೋದಿಸುತ್ತದೆ ವಿದ್ಯುತ್ ಕ್ಷೇತ್ರ… ಇಂಡಕ್ಷನ್ನ ಇಎಮ್ಎಫ್ ಅನ್ನು ಮ್ಯಾಗ್ನೆಟಿಕ್ ಫ್ಲಕ್ಸ್ನ ಬದಲಾವಣೆಯ ದರದಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ. ಇಂಡಕ್ಷನ್ ಇಎಮ್ಎಫ್ನ ಕ್ರಿಯೆಯ ಅಡಿಯಲ್ಲಿ, ಎಡ್ಡಿ ಪ್ರವಾಹಗಳು (ದೇಹಗಳ ಒಳಗೆ ಮುಚ್ಚಲಾಗಿದೆ) ದೇಹದಲ್ಲಿ ಹರಿಯುತ್ತದೆ, ಶಾಖವನ್ನು ಬಿಡುಗಡೆ ಮಾಡುತ್ತದೆ ಜೌಲ್-ಲೆನ್ಜ್ ಕಾನೂನಿನ ಪ್ರಕಾರ… ಈ EMF ಅನ್ನು ಲೋಹದಲ್ಲಿ ರಚಿಸಲಾಗಿದೆ ಪರ್ಯಾಯ ಪ್ರವಾಹ, ಈ ಪ್ರವಾಹಗಳಿಂದ ಬಿಡುಗಡೆಯಾಗುವ ಉಷ್ಣ ಶಕ್ತಿಯು ಲೋಹವನ್ನು ಬಿಸಿಮಾಡಲು ಕಾರಣವಾಗುತ್ತದೆ. ಇಂಡಕ್ಷನ್ ತಾಪನವು ನೇರ ಮತ್ತು ಸಂಪರ್ಕರಹಿತವಾಗಿರುತ್ತದೆ. ಅತ್ಯಂತ ವಕ್ರೀಕಾರಕ ಲೋಹಗಳು ಮತ್ತು ಮಿಶ್ರಲೋಹಗಳನ್ನು ಕರಗಿಸಲು ಸಾಕಷ್ಟು ತಾಪಮಾನವನ್ನು ತಲುಪಲು ಇದು ನಿಮ್ಮನ್ನು ಅನುಮತಿಸುತ್ತದೆ.
ತೀವ್ರವಾದ ಇಂಡಕ್ಷನ್ ತಾಪನವು ಹೆಚ್ಚಿನ ತೀವ್ರತೆ ಮತ್ತು ಆವರ್ತನದ ವಿದ್ಯುತ್ಕಾಂತೀಯ ಕ್ಷೇತ್ರಗಳಲ್ಲಿ ಮಾತ್ರ ಸಾಧ್ಯ, ಇದು ವಿಶೇಷ ಸಾಧನಗಳಿಂದ ರಚಿಸಲ್ಪಟ್ಟಿದೆ - ಇಂಡಕ್ಟರ್ಗಳು. ಇಂಡಕ್ಟರ್ಗಳು 50 Hz ನೆಟ್ವರ್ಕ್ (ಕೈಗಾರಿಕಾ ಆವರ್ತನ ಸ್ಥಾಪನೆಗಳು) ಅಥವಾ ಪ್ರತ್ಯೇಕ ಶಕ್ತಿಯ ಮೂಲಗಳಿಂದ ಚಾಲಿತವಾಗಿವೆ - ಮಧ್ಯಮ ಮತ್ತು ಹೆಚ್ಚಿನ ಆವರ್ತನ ಜನರೇಟರ್ಗಳು ಮತ್ತು ಪರಿವರ್ತಕಗಳು.
ಕಡಿಮೆ-ಆವರ್ತನದ ಪರೋಕ್ಷ ಇಂಡಕ್ಷನ್ ತಾಪನ ಸಾಧನಗಳ ಸರಳವಾದ ಇಂಡಕ್ಟರ್ ಲೋಹದ ಕೊಳವೆಯೊಳಗೆ ಇರಿಸಲಾಗಿರುವ ಅಥವಾ ಅದರ ಮೇಲ್ಮೈಯಲ್ಲಿ ಅತಿಕ್ರಮಿಸಲಾದ ಇನ್ಸುಲೇಟೆಡ್ ತಂತಿಯಾಗಿದೆ (ವಿಸ್ತೃತ ಅಥವಾ ಸುರುಳಿಯಾಕಾರದ). ಟ್ಯೂಬ್ನಲ್ಲಿನ ಇಂಡಕ್ಟರ್ ತಂತಿಯ ಮೂಲಕ ಪ್ರಸ್ತುತ ಹರಿಯುತ್ತದೆ, ಅದು ಬಿಸಿಯಾಗುತ್ತದೆ ಸುಳಿ ಪ್ರವಾಹಗಳು… ಟ್ಯೂಬ್ನಿಂದ ಶಾಖವನ್ನು (ಕ್ರೂಸಿಬಲ್, ಕಂಟೇನರ್ ಆಗಿರಬಹುದು) ಬಿಸಿಯಾದ ಮಾಧ್ಯಮಕ್ಕೆ ವರ್ಗಾಯಿಸಲಾಗುತ್ತದೆ (ಟ್ಯೂಬ್, ಗಾಳಿ, ಇತ್ಯಾದಿಗಳ ಮೂಲಕ ಹರಿಯುವ ನೀರು).
ಇಂಡಕ್ಷನ್ ತಾಪನ ಮತ್ತು ಲೋಹಗಳ ಗಟ್ಟಿಯಾಗುವುದು
ಮಧ್ಯಮ ಮತ್ತು ಹೆಚ್ಚಿನ ಆವರ್ತನಗಳಲ್ಲಿ ಲೋಹಗಳ ನೇರ ಇಂಡಕ್ಷನ್ ತಾಪನವನ್ನು ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಇದಕ್ಕಾಗಿ, ವಿಶೇಷ ವಿನ್ಯಾಸದೊಂದಿಗೆ ಇಂಡಕ್ಟರ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಇಂಡಕ್ಟರ್ ಹೊರಸೂಸುತ್ತದೆ ವಿದ್ಯುತ್ಕಾಂತೀಯ ತರಂಗ, ಬಿಸಿಯಾದ ದೇಹದ ಮೇಲೆ ಬಿದ್ದು ಅದರಲ್ಲಿ ಸಾಯುತ್ತದೆ. ಹೀರಿಕೊಳ್ಳುವ ತರಂಗದ ಶಕ್ತಿಯು ದೇಹದಲ್ಲಿ ಶಾಖವಾಗಿ ಪರಿವರ್ತನೆಯಾಗುತ್ತದೆ. ಹೊರಸೂಸುವ ವಿದ್ಯುತ್ಕಾಂತೀಯ ತರಂಗದ (ಫ್ಲಾಟ್, ಸಿಲಿಂಡರಾಕಾರದ, ಇತ್ಯಾದಿ) ಆಕಾರವು ದೇಹದ ಆಕಾರಕ್ಕೆ ಹತ್ತಿರವಾದಷ್ಟೂ ತಾಪನ ಗುಣಾಂಕವು ಹೆಚ್ಚಾಗಿರುತ್ತದೆ. ಆದ್ದರಿಂದ, ಫ್ಲಾಟ್ ದೇಹಗಳನ್ನು ಬಿಸಿಮಾಡಲು ಫ್ಲಾಟ್ ಇಂಡಕ್ಟರ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಸಿಲಿಂಡರಾಕಾರದ (ಸೊಲೆನಾಯ್ಡ್) ಇಂಡಕ್ಟರ್ಗಳನ್ನು ಸಿಲಿಂಡರಾಕಾರದ ವರ್ಕ್ಪೀಸ್ಗಳಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ.ಸಾಮಾನ್ಯ ಸಂದರ್ಭದಲ್ಲಿ, ಅಪೇಕ್ಷಿತ ದಿಕ್ಕಿನಲ್ಲಿ ವಿದ್ಯುತ್ಕಾಂತೀಯ ಶಕ್ತಿಯನ್ನು ಕೇಂದ್ರೀಕರಿಸುವ ಅಗತ್ಯತೆಯಿಂದಾಗಿ ಅವು ಸಂಕೀರ್ಣವಾದ ಆಕಾರವನ್ನು ಹೊಂದಬಹುದು.
ಇಂಡಕ್ಷನ್ ಎನರ್ಜಿ ಇನ್ಪುಟ್ನ ಲಕ್ಷಣವೆಂದರೆ ಹರಿವಿನ ವಲಯದ ಪ್ರಾದೇಶಿಕ ವ್ಯವಸ್ಥೆಯನ್ನು ನಿಯಂತ್ರಿಸುವ ಸಾಮರ್ಥ್ಯ ಸುಳಿ ಪ್ರವಾಹಗಳು.
ಮೊದಲನೆಯದಾಗಿ, ಇಂಡಕ್ಟರ್ ಆವರಿಸಿರುವ ಪ್ರದೇಶದಲ್ಲಿ ಎಡ್ಡಿ ಪ್ರವಾಹಗಳು ಹರಿಯುತ್ತವೆ. ದೇಹದ ಒಟ್ಟಾರೆ ಗಾತ್ರವನ್ನು ಲೆಕ್ಕಿಸದೆ ಇಂಡಕ್ಟರ್ನೊಂದಿಗೆ ಕಾಂತೀಯ ಸಂಪರ್ಕದಲ್ಲಿರುವ ದೇಹದ ಭಾಗ ಮಾತ್ರ ಬಿಸಿಯಾಗುತ್ತದೆ.
ಎರಡನೆಯದಾಗಿ, ಎಡ್ಡಿ ಪ್ರವಾಹದ ಪರಿಚಲನೆ ವಲಯದ ಆಳ ಮತ್ತು ಆದ್ದರಿಂದ ಶಕ್ತಿಯ ಬಿಡುಗಡೆಯ ವಲಯವು ಇತರ ಅಂಶಗಳ ನಡುವೆ, ಇಂಡಕ್ಟರ್ ಪ್ರವಾಹದ ಆವರ್ತನದ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿರುತ್ತದೆ (ಕಡಿಮೆ ಆವರ್ತನಗಳಲ್ಲಿ ಹೆಚ್ಚಾಗುತ್ತದೆ ಮತ್ತು ಹೆಚ್ಚುತ್ತಿರುವ ಆವರ್ತನದೊಂದಿಗೆ ಕಡಿಮೆಯಾಗುತ್ತದೆ).
ಇಂಡಕ್ಟರ್ನಿಂದ ಬಿಸಿಯಾದ ಪ್ರವಾಹಕ್ಕೆ ಶಕ್ತಿಯ ವರ್ಗಾವಣೆಯ ದಕ್ಷತೆಯು ಅವುಗಳ ನಡುವಿನ ಅಂತರದ ಗಾತ್ರವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ ಮತ್ತು ಅದು ಕಡಿಮೆಯಾದಂತೆ ಹೆಚ್ಚಾಗುತ್ತದೆ.

ಇಂಡಕ್ಷನ್ ತಾಪನವನ್ನು ಉಕ್ಕಿನ ಉತ್ಪನ್ನಗಳ ಮೇಲ್ಮೈ ಗಟ್ಟಿಯಾಗಿಸಲು, ಪ್ಲಾಸ್ಟಿಕ್ ವಿರೂಪಕ್ಕೆ ಬಿಸಿ ಮಾಡುವ ಮೂಲಕ (ಮುನ್ನುಗ್ಗುವಿಕೆ, ಸ್ಟ್ಯಾಂಪಿಂಗ್, ಒತ್ತುವಿಕೆ, ಇತ್ಯಾದಿ), ಲೋಹದ ಕರಗುವಿಕೆ, ಶಾಖ ಚಿಕಿತ್ಸೆ (ಅನೆಲಿಂಗ್, ಟೆಂಪರಿಂಗ್, ಸಾಮಾನ್ಯೀಕರಣ, ಗಟ್ಟಿಯಾಗುವುದು), ವೆಲ್ಡಿಂಗ್, ಲೇಯರಿಂಗ್, ಮೆಟಲ್ ಬ್ರೇಜಿಂಗ್.

ಪರೋಕ್ಷ ಇಂಡಕ್ಷನ್ ತಾಪನವನ್ನು ತಾಪನ ಪ್ರಕ್ರಿಯೆಯ ಉಪಕರಣಗಳಿಗೆ (ಪೈಪ್ಲೈನ್ಗಳು, ಕಂಟೈನರ್ಗಳು, ಇತ್ಯಾದಿ), ಬಿಸಿ ದ್ರವ ಮಾಧ್ಯಮ, ಒಣಗಿಸುವ ಲೇಪನಗಳು, ವಸ್ತುಗಳು (ಉದಾಹರಣೆಗೆ, ಮರ) ಬಳಸಲಾಗುತ್ತದೆ. ಇಂಡಕ್ಷನ್ ತಾಪನ ಅನುಸ್ಥಾಪನೆಗಳ ಪ್ರಮುಖ ನಿಯತಾಂಕವೆಂದರೆ ಆವರ್ತನ. ಪ್ರತಿ ಪ್ರಕ್ರಿಯೆಗೆ (ಮೇಲ್ಮೈ ಗಟ್ಟಿಯಾಗುವುದು, ಬಿಸಿ ಮಾಡುವ ಮೂಲಕ) ಅತ್ಯುತ್ತಮ ತಾಂತ್ರಿಕ ಮತ್ತು ಆರ್ಥಿಕ ಸೂಚಕಗಳನ್ನು ಒದಗಿಸುವ ಅತ್ಯುತ್ತಮ ಆವರ್ತನ ಶ್ರೇಣಿಯಿದೆ. ಇಂಡಕ್ಷನ್ ತಾಪನಕ್ಕಾಗಿ 50 Hz ನಿಂದ 5 MHz ವರೆಗಿನ ಆವರ್ತನಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ಇಂಡಕ್ಷನ್ ತಾಪನದ ಪ್ರಯೋಜನಗಳು
1) ವಿದ್ಯುತ್ ಶಕ್ತಿಯನ್ನು ನೇರವಾಗಿ ಬಿಸಿಯಾದ ದೇಹಕ್ಕೆ ವರ್ಗಾಯಿಸುವುದು ವಾಹಕ ವಸ್ತುಗಳ ನೇರ ತಾಪನವನ್ನು ಅನುಮತಿಸುತ್ತದೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಪರೋಕ್ಷ ಕ್ರಿಯೆಯೊಂದಿಗೆ ಅನುಸ್ಥಾಪನೆಗಳಿಗೆ ಹೋಲಿಸಿದರೆ ತಾಪನ ದರವು ಹೆಚ್ಚಾಗುತ್ತದೆ, ಅಲ್ಲಿ ಉತ್ಪನ್ನವನ್ನು ಮೇಲ್ಮೈಯಿಂದ ಮಾತ್ರ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ.
2) ಬಿಸಿಯಾದ ದೇಹಕ್ಕೆ ನೇರವಾಗಿ ವಿದ್ಯುತ್ ಶಕ್ತಿಯ ವರ್ಗಾವಣೆಗೆ ಸಂಪರ್ಕ ಸಾಧನಗಳ ಅಗತ್ಯವಿರುವುದಿಲ್ಲ. ನಿರ್ವಾತ ಮತ್ತು ರಕ್ಷಣಾತ್ಮಕ ವಿಧಾನಗಳನ್ನು ಬಳಸಿದಾಗ ಸ್ವಯಂಚಾಲಿತ ಉತ್ಪಾದನಾ ಉತ್ಪಾದನೆಯ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ಇದು ಅನುಕೂಲಕರವಾಗಿದೆ.
3) ಮೇಲ್ಮೈ ಪರಿಣಾಮದ ವಿದ್ಯಮಾನದಿಂದಾಗಿ, ಬಿಸಿ ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈ ಪದರದಲ್ಲಿ ಗರಿಷ್ಠ ಶಕ್ತಿಯನ್ನು ಬಿಡುಗಡೆ ಮಾಡಲಾಗುತ್ತದೆ. ಆದ್ದರಿಂದ, ತಂಪಾಗಿಸುವ ಸಮಯದಲ್ಲಿ ಇಂಡಕ್ಷನ್ ತಾಪನವು ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈ ಪದರದ ತ್ವರಿತ ತಾಪನವನ್ನು ಒದಗಿಸುತ್ತದೆ. ತುಲನಾತ್ಮಕವಾಗಿ ಸ್ನಿಗ್ಧತೆಯ ಮಾಧ್ಯಮದೊಂದಿಗೆ ಭಾಗದ ಹೆಚ್ಚಿನ ಮೇಲ್ಮೈ ಗಡಸುತನವನ್ನು ಪಡೆಯಲು ಇದು ಸಾಧ್ಯವಾಗಿಸುತ್ತದೆ. ಇಂಡಕ್ಷನ್ ಮೇಲ್ಮೈ ಗಟ್ಟಿಯಾಗುವುದು ಇತರ ಮೇಲ್ಮೈ ಗಟ್ಟಿಯಾಗಿಸುವ ವಿಧಾನಗಳಿಗಿಂತ ವೇಗವಾಗಿ ಮತ್ತು ಹೆಚ್ಚು ಆರ್ಥಿಕವಾಗಿರುತ್ತದೆ.
4) ಹೆಚ್ಚಿನ ಸಂದರ್ಭಗಳಲ್ಲಿ ಇಂಡಕ್ಷನ್ ತಾಪನವು ಉತ್ಪಾದಕತೆಯನ್ನು ಸುಧಾರಿಸುತ್ತದೆ ಮತ್ತು ಕೆಲಸದ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.
ಇಂಡಕ್ಷನ್ ಕರಗುವ ಕುಲುಮೆ
ಇಂಡಕ್ಷನ್ ಫರ್ನೇಸ್ ಅಥವಾ ಸಾಧನವನ್ನು ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ನ ವಿಧವೆಂದು ಪರಿಗಣಿಸಬಹುದು, ಇದರಲ್ಲಿ ಪ್ರಾಥಮಿಕ ಕಾಯಿಲ್ (ಇಂಡಕ್ಟರ್) ಪರ್ಯಾಯ ವಿದ್ಯುತ್ ಮೂಲಕ್ಕೆ ಸಂಪರ್ಕ ಹೊಂದಿದೆ ಮತ್ತು ಬಿಸಿಯಾದ ದೇಹವು ದ್ವಿತೀಯ ಸುರುಳಿಯಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ.
ಇಂಡಕ್ಷನ್ ಕರಗುವ ಕುಲುಮೆಗಳ ಕೆಲಸದ ಪ್ರಕ್ರಿಯೆಯು ಸ್ನಾನ ಅಥವಾ ಕ್ರೂಸಿಬಲ್ನಲ್ಲಿ ದ್ರವ ಲೋಹದ ಎಲೆಕ್ಟ್ರೋಡೈನಾಮಿಕ್ ಮತ್ತು ಥರ್ಮಲ್ ಚಲನೆಯಿಂದ ನಿರೂಪಿಸಲ್ಪಟ್ಟಿದೆ, ಇದು ಒಂದೇ ಸಂಯೋಜನೆ ಮತ್ತು ಪರಿಮಾಣದ ಉದ್ದಕ್ಕೂ ಅದರ ಏಕರೂಪದ ತಾಪಮಾನದೊಂದಿಗೆ ಲೋಹವನ್ನು ಪಡೆಯಲು ಕೊಡುಗೆ ನೀಡುತ್ತದೆ, ಜೊತೆಗೆ ಕಡಿಮೆ ಲೋಹದ ತ್ಯಾಜ್ಯ (ಹಲವಾರು ಬಾರಿ ಕಡಿಮೆ ಆರ್ಕ್ ಕುಲುಮೆಗಳಿಗಿಂತ ಸ್ವಲ್ಪ).
ಇಂಡಕ್ಷನ್ ಕರಗುವ ಕುಲುಮೆಗಳನ್ನು ಉಕ್ಕು, ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣ, ನಾನ್-ಫೆರಸ್ ಲೋಹಗಳು ಮತ್ತು ಮಿಶ್ರಲೋಹಗಳಿಂದ ಆಕಾರದ ಸೇರಿದಂತೆ ಎರಕಹೊಯ್ದ ಉತ್ಪಾದನೆಯಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ.
ಇಂಡಕ್ಷನ್ ಕರಗುವ ಕುಲುಮೆಗಳನ್ನು ಕೈಗಾರಿಕಾ ಆವರ್ತನ ಚಾನಲ್ ಕುಲುಮೆಗಳು ಮತ್ತು ಕೈಗಾರಿಕಾ, ಮಧ್ಯಮ ಮತ್ತು ಹೆಚ್ಚಿನ ಆವರ್ತನದ ಕ್ರೂಸಿಬಲ್ ಕುಲುಮೆಗಳಾಗಿ ವಿಂಗಡಿಸಬಹುದು.
ಇಂಡಕ್ಷನ್ ಡಕ್ಟ್ ಫರ್ನೇಸ್ ಸಾಮಾನ್ಯವಾಗಿ ವಿದ್ಯುತ್ ಆವರ್ತನದಲ್ಲಿ (50 Hz) ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ಆಗಿದೆ. ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ನ ದ್ವಿತೀಯ ಅಂಕುಡೊಂಕಾದ ಕರಗಿದ ಲೋಹದ ವಿಂಡಿಂಗ್ ಆಗಿದೆ. ಲೋಹವನ್ನು ವಾರ್ಷಿಕ ವಕ್ರೀಕಾರಕ ಚಾನಲ್ನಲ್ಲಿ ಸುತ್ತುವರಿದಿದೆ.
ಮುಖ್ಯ ಮ್ಯಾಗ್ನೆಟಿಕ್ ಫ್ಲಕ್ಸ್ ಚಾನಲ್ನ ಲೋಹದಲ್ಲಿ ಇಎಮ್ಎಫ್ ಅನ್ನು ಪ್ರೇರೇಪಿಸುತ್ತದೆ, ಇಎಮ್ಎಫ್ ಪ್ರವಾಹವನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ, ಪ್ರಸ್ತುತವು ಲೋಹವನ್ನು ಬಿಸಿ ಮಾಡುತ್ತದೆ, ಆದ್ದರಿಂದ ಇಂಡಕ್ಷನ್ ಚಾನೆಲ್ ಕುಲುಮೆಯು ಶಾರ್ಟ್-ಸರ್ಕ್ಯೂಟ್ ಮೋಡ್ನಲ್ಲಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ಗೆ ಹೋಲುತ್ತದೆ.
ಚಾನೆಲ್ ಕುಲುಮೆಗಳ ಇಂಡಕ್ಟರ್ಗಳನ್ನು ರೇಖಾಂಶದ ತಾಮ್ರದ ಕೊಳವೆಯಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ, ಇದು ನೀರಿನಿಂದ ತಂಪಾಗುತ್ತದೆ, ಒಲೆಗಳ ಚಾನಲ್ ಭಾಗವನ್ನು ಫ್ಯಾನ್ ಅಥವಾ ಕೇಂದ್ರೀಕೃತ ಗಾಳಿ ವ್ಯವಸ್ಥೆಯಿಂದ ತಂಪಾಗಿಸಲಾಗುತ್ತದೆ.

ಚಾನೆಲ್ ಇಂಡಕ್ಷನ್ ಕುಲುಮೆಗಳನ್ನು ಒಂದು ವರ್ಗದ ಲೋಹದಿಂದ ಇನ್ನೊಂದಕ್ಕೆ ಅಪರೂಪದ ಪರಿವರ್ತನೆಗಳೊಂದಿಗೆ ನಿರಂತರ ಕಾರ್ಯಾಚರಣೆಗಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ. ಚಾನೆಲ್ ಇಂಡಕ್ಷನ್ ಫರ್ನೇಸ್ಗಳನ್ನು ಮುಖ್ಯವಾಗಿ ಅಲ್ಯೂಮಿನಿಯಂ ಮತ್ತು ಅದರ ಮಿಶ್ರಲೋಹಗಳನ್ನು ಕರಗಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ, ಜೊತೆಗೆ ತಾಮ್ರ ಮತ್ತು ಅದರ ಕೆಲವು ಮಿಶ್ರಲೋಹಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಫೌಂಡ್ರಿ ಅಚ್ಚುಗಳಲ್ಲಿ ಎರಕಹೊಯ್ದ ಮೊದಲು ದ್ರವ ಕಬ್ಬಿಣ, ನಾನ್-ಫೆರಸ್ ಲೋಹಗಳು ಮತ್ತು ಮಿಶ್ರಲೋಹಗಳನ್ನು ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳಲು ಮತ್ತು ಸೂಪರ್ಹೀಟ್ ಮಾಡಲು ಇತರ ಸರಣಿಯ ಕುಲುಮೆಗಳು ಮಿಕ್ಸರ್ಗಳಾಗಿ ಪರಿಣತಿ ಪಡೆದಿವೆ.
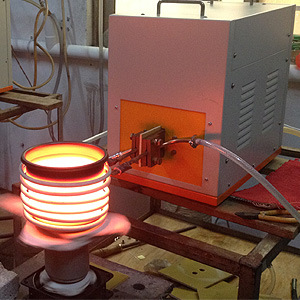
ಇಂಡಕ್ಷನ್ ಕ್ರೂಸಿಬಲ್ ಕುಲುಮೆಯ ಕಾರ್ಯಾಚರಣೆಯು ವಾಹಕ ಚಾರ್ಜ್ ಮೂಲಕ ವಿದ್ಯುತ್ಕಾಂತೀಯ ಶಕ್ತಿಯ ಹೀರಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಆಧರಿಸಿದೆ. ಕೋಶವನ್ನು ಸಿಲಿಂಡರಾಕಾರದ ಸುರುಳಿಯೊಳಗೆ ಇರಿಸಲಾಗುತ್ತದೆ - ಒಂದು ಇಂಡಕ್ಟರ್. ವಿದ್ಯುತ್ ದೃಷ್ಟಿಕೋನದಿಂದ, ಇಂಡಕ್ಷನ್ ಕ್ರೂಸಿಬಲ್ ಕುಲುಮೆಯು ಶಾರ್ಟ್-ಸರ್ಕ್ಯೂಟೆಡ್ ಏರ್ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ಆಗಿದ್ದು, ಅದರ ದ್ವಿತೀಯಕ ವಿಂಡ್ ಮಾಡುವುದು ವಾಹಕ ಚಾರ್ಜ್ ಆಗಿದೆ.
ಇಂಡಕ್ಷನ್ ಕ್ರೂಸಿಬಲ್ ಫರ್ನೇಸ್ಗಳನ್ನು ಮುಖ್ಯವಾಗಿ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಲೋಹಗಳನ್ನು ಒಂದು ಬ್ಯಾಚ್ ಕಾರ್ಯಾಚರಣೆಯ ವಿಧಾನದಲ್ಲಿ ಕರಗಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ ಮತ್ತು ಕಾರ್ಯಾಚರಣೆಯ ವಿಧಾನವನ್ನು ಲೆಕ್ಕಿಸದೆ, ಕಂಚಿನಂತಹ ಕೆಲವು ಮಿಶ್ರಲೋಹಗಳನ್ನು ಕರಗಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ಚಾನಲ್ ಕುಲುಮೆಗಳ ಒಳಪದರದ ಮೇಲೆ ಪ್ರತಿಕೂಲ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.