ಪ್ರೊಗ್ರಾಮೆಬಲ್ ನಿಯಂತ್ರಕಗಳಿಗಾಗಿ ಕಾರ್ಯಕ್ರಮಗಳನ್ನು ಸಿದ್ಧಪಡಿಸುವ ಮತ್ತು ಕಂಪೈಲ್ ಮಾಡುವ ವಿಧಾನ
ಸಲಕರಣೆ ನಿಯಂತ್ರಣ ಕಾರ್ಯಗಳನ್ನು ಪ್ರಕ್ರಿಯೆ ತಂತ್ರಜ್ಞಾನ ಮತ್ತು ಸಂಘಟನೆಯಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ. ಆದ್ದರಿಂದ, ಸಾಮಾನ್ಯವಾಗಿ, ಅವರು ಪ್ರತಿ ಘಟಕ ಅಥವಾ ಸೈಟ್ಗೆ ಸಾಕಷ್ಟು ನಿರ್ದಿಷ್ಟ ಮತ್ತು ವೈಯಕ್ತಿಕ. ಆದಾಗ್ಯೂ, ಯಾಂತ್ರೀಕೃತಗೊಂಡ ವ್ಯವಸ್ಥೆಗಳಿಗೆ ದಕ್ಷ, ಮೊಬೈಲ್ ಮತ್ತು ಹೊಂದಿಕೊಳ್ಳುವ ಸಾಫ್ಟ್ವೇರ್ ಅನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸುವ ಸಮಸ್ಯೆಯನ್ನು ಎದುರಿಸಿದಾಗ ಮತ್ತು ಪರಿಹರಿಸಿದಾಗ, ಸಂಕೀರ್ಣ ನಿಯಂತ್ರಣ ಕಾರ್ಯಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ "ಸಕ್ರಿಯಗೊಳಿಸು", "ನಿಷ್ಕ್ರಿಯಗೊಳಿಸು", "ಅನುಷ್ಠಾನ ವಿಳಂಬ" ಮುಂತಾದ ಸರಳ ಪ್ರಾಥಮಿಕ ಕ್ರಿಯೆಗಳ ಗುಂಪಾಗಿ ಪ್ರತಿನಿಧಿಸಲಾಗುತ್ತದೆ. .
ಈ ಸ್ಥಾನಗಳಿಂದ, ಹೆಚ್ಚಿನ ನಿಯಂತ್ರಣ ಕಾರ್ಯಗಳನ್ನು ಷರತ್ತುಬದ್ಧವಾಗಿ ಎರಡಕ್ಕೆ ಇಳಿಸಬಹುದು, ಇದು ಯಾವುದೇ ಕಾರ್ಯಗಳಿಗೆ ಸಾಮಾನ್ಯವಾಗಿದೆ - ತಾರ್ಕಿಕ ಮತ್ತು ನಿಯಂತ್ರಕ. ಮೊದಲನೆಯದನ್ನು ಸಾಮಾನ್ಯ ಸಮಯ ಕ್ರಿಯೆಯ ಅಲ್ಗಾರಿದಮ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ ಮತ್ತು ಎರಡನೆಯದನ್ನು ಸಮಯದ ನಿಯತಾಂಕ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ. ತಾಂತ್ರಿಕ ಉಪಕರಣಗಳನ್ನು ನಿಯಂತ್ರಿಸಲು ಅಂತಹ ವಿಶಿಷ್ಟ ಕಾರ್ಯಗಳ ಸಾಮಾನ್ಯ ಪ್ರಸ್ತುತಿಯನ್ನು ಅಂಜೂರದಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. 1, ಎ ಮತ್ತು ಬಿ.
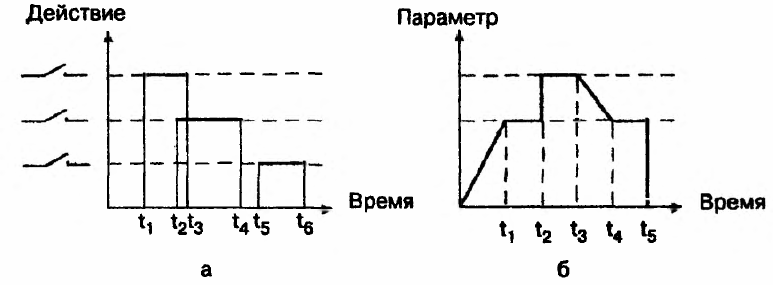
ಅಕ್ಕಿ. 1. ಪ್ರಕ್ರಿಯೆಯ ಸಲಕರಣೆಗಳ ವಿಶಿಷ್ಟ ನಿಯಂತ್ರಣ ಕಾರ್ಯಗಳು
ತಾಂತ್ರಿಕ ಸಲಕರಣೆಗಳ ಪ್ರತಿಯೊಂದು ನಿರ್ದಿಷ್ಟ ಉದಾಹರಣೆಯಲ್ಲಿ ಅಳವಡಿಸಲಾದ ನಿಯಂತ್ರಣ ಕಾರ್ಯಗಳ ಪರಿಮಾಣಾತ್ಮಕ ಗುಣಲಕ್ಷಣಗಳ ವಿಶ್ಲೇಷಣೆಯ ಆಧಾರದ ಮೇಲೆ, ತಾಂತ್ರಿಕ ಅವಶ್ಯಕತೆಗಳನ್ನು ರೂಪಿಸಬಹುದು ಪ್ರೋಗ್ರಾಮೆಬಲ್ ಲಾಜಿಕ್ ಕಂಟ್ರೋಲರ್ (PLC) ಗೆ ನಿಖರತೆ, ವೇಗ, ಪರಿಹರಿಸಲು ಸಮಾನಾಂತರ ಕಾರ್ಯಗಳ ಸಂಖ್ಯೆ, ಮೆಮೊರಿಯ ಪ್ರಮಾಣ, ಬಾಹ್ಯ ಸಲಕರಣೆಗಳ ಸಂಯೋಜನೆ, ಸಂವಾದ ಉಪಕರಣಗಳು ಇತ್ಯಾದಿಗಳ ನಿಯಂತ್ರಣದ ಸಾಧನವಾಗಿ.
IEC 61131-3 ಮಾನದಂಡವು PLC ಮಾರುಕಟ್ಟೆಯಲ್ಲಿ ವಿಶ್ವ ನಾಯಕರ ಅತ್ಯಂತ ಯಶಸ್ವಿ ಸ್ವಾಮ್ಯದ ಬೆಳವಣಿಗೆಗಳ ಸಂಶೋಧನೆಯ ಫಲಿತಾಂಶದ 5 ಪ್ರೋಗ್ರಾಮಿಂಗ್ ಭಾಷೆಗಳನ್ನು ವಿವರಿಸುತ್ತದೆ:
-
ರಿಲೇ-ಸಂಪರ್ಕ ಸರ್ಕ್ಯೂಟ್ಗಳ ಭಾಷೆ (RKS) ಅಥವಾ ಲ್ಯಾಡರ್ ರೇಖಾಚಿತ್ರಗಳು LD (ಲ್ಯಾಡರ್ ರೇಖಾಚಿತ್ರ),
-
ಫಂಕ್ಷನ್ ಬ್ಲಾಕ್ ರೇಖಾಚಿತ್ರ (FBD) ಭಾಷೆ, FBD (ಫಂಕ್ಷನ್ ಬ್ಲಾಕ್ ರೇಖಾಚಿತ್ರ),
-
IL (ಸೂಚನೆ ಪಟ್ಟಿ) ಭಾಷೆ — ಸಂಚಯಕ ಮತ್ತು ಲೇಬಲ್ ಪರಿವರ್ತನೆಗಳೊಂದಿಗೆ ವಿಶಿಷ್ಟ ಅಸೆಂಬ್ಲರ್,
-
ST (ರಚನಾತ್ಮಕ ಪಠ್ಯ) ಭಾಷೆಯು ಉನ್ನತ ಮಟ್ಟದ ಪಠ್ಯ ಭಾಷೆಯಾಗಿದೆ,
-
SFC (ಸೀಕ್ವೆನ್ಷಿಯಲ್ ಫಂಕ್ಷನ್ ಚಾರ್ಟ್) ಚಾರ್ಟ್ಗಳು. SFC ತನ್ನ ಮೂಲವನ್ನು ಪೆಟ್ರಿ ನೆಟ್ಗಳಿಗೆ ನೀಡಬೇಕಿದೆ.
PLC ಭಾಷೆಗಳು ಅತ್ಯಂತ ಮೂಲ ಮತ್ತು ಪ್ರಸಿದ್ಧ ಕಂಪ್ಯೂಟರ್ ಪ್ರೋಗ್ರಾಮಿಂಗ್ ಭಾಷೆಗಳಿಂದ ಗಮನಾರ್ಹವಾಗಿ ಭಿನ್ನವಾಗಿವೆ.
ಎಲ್ಲಾ ಪ್ರೋಗ್ರಾಮಿಂಗ್ ಭಾಷೆಗಳನ್ನು ಕಾರ್ಯಗತಗೊಳಿಸಲು PLC ಡೆವಲಪರ್ಗಳನ್ನು ಮಾನದಂಡವು ನಿರ್ಬಂಧಿಸುವುದಿಲ್ಲ. ವಿಶಿಷ್ಟವಾಗಿ, ಸಣ್ಣ PLC ತಯಾರಕರು ಬಹು ಅಥವಾ ಒಂದೇ ಭಾಷೆಯನ್ನು ಅಳವಡಿಸುತ್ತಾರೆ. ಅನೇಕ ವಿಧಗಳಲ್ಲಿ, ನಿರ್ದಿಷ್ಟ ಪ್ರೋಗ್ರಾಮಿಂಗ್ ಭಾಷೆಯನ್ನು ಬಳಸುವ ಆದ್ಯತೆಯು ಉದ್ಯಮ ಅಥವಾ ಅಪ್ಲಿಕೇಶನ್ ಪ್ರದೇಶದ ಐತಿಹಾಸಿಕವಾಗಿ ಸ್ಥಾಪಿತವಾದ ಸಂಪ್ರದಾಯಗಳನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.
ಪ್ರೋಗ್ರಾಮಿಂಗ್ ಭಾಷೆಗಳ ಪ್ರಮಾಣೀಕರಣ ಮತ್ತು PLC ಮಾದರಿಯು PLC ಗಾಗಿ ಪ್ರೋಗ್ರಾಮಿಂಗ್ ಸಿಸ್ಟಮ್ಗಳ ವಿನ್ಯಾಸದಲ್ಲಿ ತೊಡಗಿರುವ ವಿಶೇಷ ಕಂಪನಿಗಳ ಹೊರಹೊಮ್ಮುವಿಕೆಗೆ ಕಾರಣವಾಯಿತು, ಇದು ಪ್ರೋಗ್ರಾಮಿಂಗ್ ಭಾಷೆಯಿಂದ ಯಂತ್ರ ಭಾಷೆಗೆ ವಿವಿಧ ಹಂತಗಳಲ್ಲಿ ಪರಿವರ್ತನೆಯನ್ನು ಒದಗಿಸುತ್ತದೆ:
-
ಪ್ರೋಗ್ರಾಂ ಅನ್ನು ನಮೂದಿಸುವಾಗ;
-
ಸಲ್ಲಿಸುವಾಗ;
-
ಪ್ರತ್ಯೇಕ ಆದೇಶ ಅಥವಾ ಪ್ರೋಗ್ರಾಂ ಪ್ರದೇಶವನ್ನು ಬದಲಾಯಿಸುವಾಗ ಅಥವಾ ಚಲಿಸುವಾಗ;
-
ಸಿಂಟ್ಯಾಕ್ಸ್ ದೋಷಗಳು ಪತ್ತೆಯಾದಾಗ ಮತ್ತು ಆಪರೇಟರ್ಗೆ ಸಿಗ್ನಲಿಂಗ್ ಮಾಡಿದಾಗ.
ಈ ಕಾರ್ಯಗಳನ್ನು ನಿರ್ವಹಿಸಲು, ಪ್ರೋಗ್ರಾಮಿಂಗ್ ಸಿಸ್ಟಮ್ ಸ್ಥಳೀಯ ಕ್ರಮದಲ್ಲಿ ಯಶಸ್ವಿಯಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ, ಅಂದರೆ, ನಿಯಂತ್ರಕದಿಂದ ಸ್ವತಂತ್ರವಾಗಿ. ಇದು ಪ್ರೋಗ್ರಾಮರ್ಗೆ ಯಾವುದೇ ಅನುಕೂಲಕರ ಸ್ಥಳದಿಂದ ಪ್ರೋಗ್ರಾಂ ಬರೆಯಲು ಅವಕಾಶವನ್ನು ನೀಡುತ್ತದೆ, ಮತ್ತು ಉತ್ಪಾದನಾ ಕಾರ್ಯಾಗಾರದಲ್ಲಿ ಅಲ್ಲ, ಅಂದರೆ ಸೃಜನಶೀಲ ಪ್ರಕ್ರಿಯೆಗೆ ಹೆಚ್ಚು ಅನುಕೂಲಕರ ವಾತಾವರಣದಲ್ಲಿ. ಮಾಡೆಲಿಂಗ್ ಸಾಧ್ಯತೆಯು ಪ್ರೋಗ್ರಾಂ ಅನ್ನು ಡೀಬಗ್ ಮಾಡುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಹೆಚ್ಚು ಸುಗಮಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ಕೆಲಸದ ಸಂಘಟನೆಯನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.

ಪ್ರೋಗ್ರಾಮೆಬಲ್ ನಿಯಂತ್ರಕಗಳಿಗೆ ತಯಾರಿ ಮತ್ತು ಪ್ರೋಗ್ರಾಮಿಂಗ್ನ ಮುಖ್ಯ ಹಂತಗಳು ಹೀಗಿವೆ:
1. ನಿಯಂತ್ರಿತ ವ್ಯವಸ್ಥೆ (ನಿಯಂತ್ರಣ ವಸ್ತು) ಏನು ಮಾಡಬೇಕು, ನಿಯಂತ್ರಣ ಉದ್ದೇಶಗಳು ಮತ್ತು ನಿಯಂತ್ರಣ ವ್ಯವಸ್ಥೆಯಿಂದ ನಿರ್ವಹಿಸಲಾದ ಇತರ ಹೆಚ್ಚುವರಿ ಕಾರ್ಯಗಳು, ಸಮಯ ಮತ್ತು ಸಂವೇದಕಗಳು ಮತ್ತು ನಿಯಂತ್ರಣ ಸಾಧನಗಳ ಸ್ಥಿತಿಗೆ ಸಂಬಂಧಿಸಿದಂತೆ ಪ್ರಚೋದಕಗಳು ನಿರ್ವಹಿಸುವ ಕಾರ್ಯಾಚರಣೆಗಳ ಅನುಕ್ರಮವನ್ನು ನಿರ್ಧರಿಸಿ.
2. ಗ್ರಾಫಿಕ್ ರೂಪದಲ್ಲಿ ಕಾರ್ಯಕ್ರಮದ ಅಲ್ಗಾರಿದಮ್ ಅನ್ನು ರಚಿಸಿ.
3. ಸೈಟ್ ಅನ್ನು ನಿರ್ವಹಿಸಲು ಅಗತ್ಯವಿರುವ ಸಂವೇದಕಗಳು, ನಿಯಂತ್ರಣ ಸಾಧನಗಳು, ಆಕ್ಟಿವೇಟರ್ಗಳು, ಅಲಾರಮ್ಗಳು ಮತ್ತು ಇತರ ಸಾಧನಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಯಾವ ಮಾಡ್ಯೂಲ್ಗಳು ಅಗತ್ಯವಿದೆ ಎಂಬುದನ್ನು ನಿರ್ಧರಿಸಿ.
ಮಾಡ್ಯೂಲ್ಗಳನ್ನು ಆಯ್ಕೆಮಾಡುವಾಗ, ಇನ್ಪುಟ್ / ಔಟ್ಪುಟ್ ಸಿಗ್ನಲ್ಗಳ ನಿಯತಾಂಕಗಳನ್ನು (ವೋಲ್ಟೇಜ್ ಮತ್ತು ಪ್ರಸ್ತುತ ಮಟ್ಟಗಳು) ಮತ್ತು ಮಾಡ್ಯೂಲ್ಗಳ ಕ್ರಿಯಾತ್ಮಕತೆಯನ್ನು ವಿಶ್ಲೇಷಿಸಿ. ಬಳಕೆಯ ಸಾಧ್ಯತೆಗೆ ಗಮನ ಕೊಡಿ ಸ್ಮಾರ್ಟ್ ಮಾಡ್ಯೂಲ್ಗಳು, ಇದು ಇನ್ಪುಟ್ ಸಿಗ್ನಲ್ಗಳ ಪೂರ್ವ-ಸಂಸ್ಕರಣೆ ಮತ್ತು ಕೆಲವು ಸ್ಥಳೀಯ ನಿಯಂತ್ರಣ ಕಾರ್ಯಗಳನ್ನು ನಿರ್ವಹಿಸುತ್ತದೆ, ಇದು ಪ್ರೋಗ್ರಾಮಿಂಗ್ನ ಸಂಕೀರ್ಣತೆಯನ್ನು ಬಹಳವಾಗಿ ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
4.ನಿಯಂತ್ರಣ ವಸ್ತುವಿನ ಎಲ್ಲಾ ಇನ್ಪುಟ್ ಮತ್ತು ಔಟ್ಪುಟ್ ಸಾಧನಗಳನ್ನು ಮತ್ತು ನಿಯಂತ್ರಣ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಬಳಸುವ ಉಪಕರಣಗಳನ್ನು ನಿಯಂತ್ರಕ ಮಾಡ್ಯೂಲ್ಗಳಿಗೆ ಸಂಪರ್ಕಿಸಲು ರೇಖಾಚಿತ್ರ ಅಥವಾ ಕೋಷ್ಟಕವನ್ನು ಮಾಡಿ.
5. PLC ಪ್ರೋಗ್ರಾಮಿಂಗ್ ಭಾಷೆಗಳಲ್ಲಿ ಒಂದು ಪ್ರೋಗ್ರಾಂ ಅನ್ನು ಬರೆಯಿರಿ ಅದು ಕಾರ್ಯಾಚರಣೆಗಳ ನಿರ್ದಿಷ್ಟ ಅನುಕ್ರಮವನ್ನು ನಿರ್ವಹಿಸುತ್ತದೆ, ಅವುಗಳ ಪರಸ್ಪರ ಸಂಪರ್ಕ ಮತ್ತು ಸಂಭವನೀಯ ತುರ್ತು ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸುತ್ತದೆ.
6. ಸಿಂಟ್ಯಾಕ್ಸ್ ದೋಷಗಳಿಗಾಗಿ ಪ್ರೋಗ್ರಾಂ ಅನ್ನು ಪರಿಶೀಲಿಸಿ ಮತ್ತು ಅವುಗಳನ್ನು ಸರಿಪಡಿಸಿ, ತದನಂತರ ರನ್-ಟೈಮ್ ದೋಷಗಳಿಗಾಗಿ ಮತ್ತು ಸರಿಯಾದ ತಿದ್ದುಪಡಿಗಳನ್ನು ಮಾಡಿ.
7. ಪ್ರೋಗ್ರಾಂ ಮತ್ತು ಎಲ್ಲಾ ಅಗತ್ಯ ಆಪರೇಟಿಂಗ್ ನಿಯತಾಂಕಗಳನ್ನು ನಿಯಂತ್ರಕಕ್ಕೆ ಬರೆಯಿರಿ.
8. ನಿಯಂತ್ರಣ ವ್ಯವಸ್ಥೆಯನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಜೋಡಿಸಿದ ನಂತರ, ನಿಜವಾದ ನಿಯಂತ್ರಣ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಪ್ರೋಗ್ರಾಂ ಅನ್ನು ಪರಿಶೀಲಿಸಿ ಮತ್ತು ಅಗತ್ಯವಿದ್ದರೆ, ಹೆಚ್ಚು ನಿಖರವಾದ ಸೆಟ್ಟಿಂಗ್ಗಳನ್ನು ಮಾಡಿ.
9. ಕೊನೆಯ ಕಾರ್ಯಕ್ರಮದ ಎರಡು ಪ್ರತಿಗಳನ್ನು ಉಳಿಸಿ ಮತ್ತು ಅವುಗಳನ್ನು ಪ್ರತ್ಯೇಕ ಸ್ಥಳಗಳಲ್ಲಿ ಸಂಗ್ರಹಿಸಿ.